
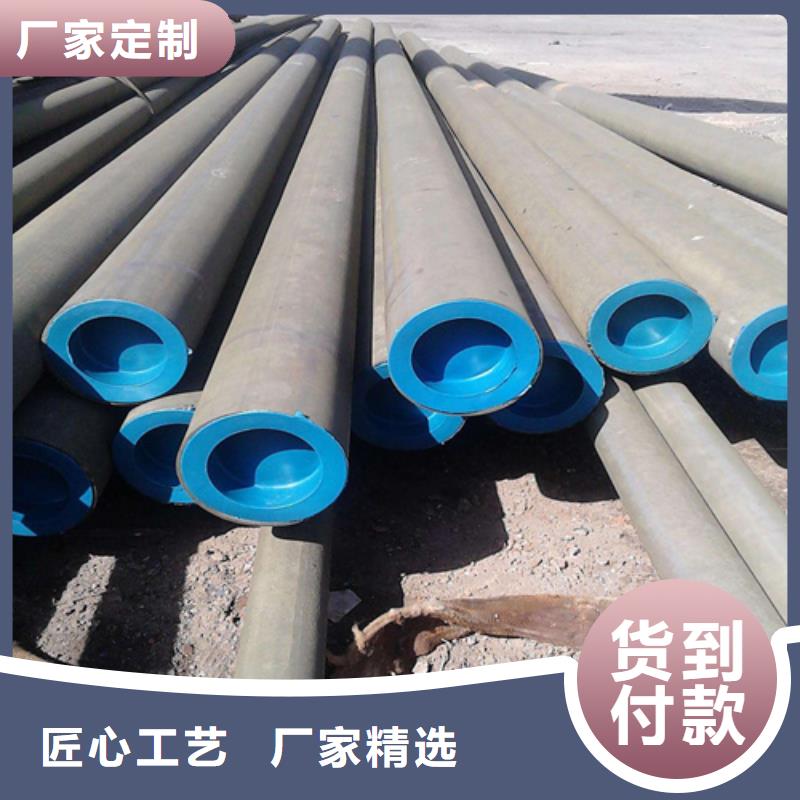





酸洗鈍化無縫鋼管的表面的整潔以及光潔程度是一個無縫鋼管的選擇的一個要求,由于無縫鋼管的表面度的整潔與否成為了客戶選擇的比較關鍵的一個地方。近些年來被很多的公司所重視,那么無縫鋼管的表面有裂紋是一個比較常見的現象,也是直接導致售出率低下的一個原因,那么導致這樣的因素是哪些呢?酸洗鈍化無縫鋼管原料因素 質量較差的管坯會出現內、外翹皮,結疤、裂縫等;酸洗鈍化無縫鋼管溫度因素 無縫鋼管生產的道重要工序是加熱,加熱不良(不均勻、溫度不夠等)會引起內翹皮等;三、設備因素 從出爐開始,每一設備部件,都會影響管材的終質量。如,設備部件的碰刮,會引起外翹皮、凹坑;進穿孔機不順利,會造成管坯頭部受水淋而咬入困難或頭部內翹皮。
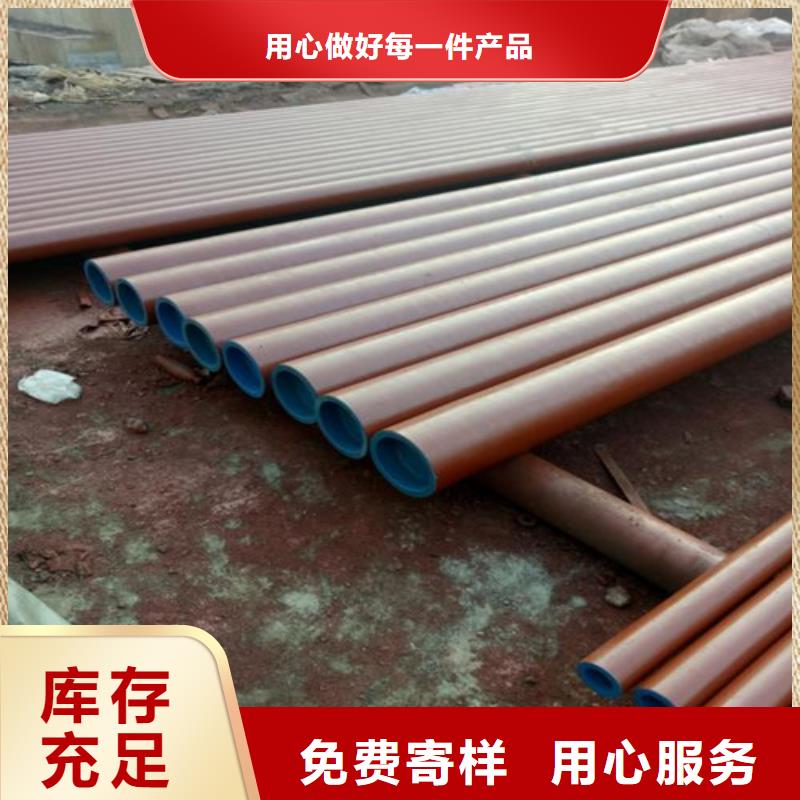
酸洗鈍化無縫鋼管碳鋼酸洗鈍化液將酸洗和鈍化合二為一,大大提高了勞動生產率酸洗鈍化液的使用和操作非常方便,槽洗浸泡使用中小型碳鋼管件,或使毛刷刷涂或噴淋的方法進行操作, 清水沖洗即可3:使用溫度5-30攝氏度,酸洗鈍化5-15分鐘左右即可達到酸洗效果。酸洗磷化,鈍化的原理 酸洗鈍化無縫鋼管無縫鋼管酸洗返銹工藝流程 酸洗鈍化無縫鋼管后如何處理酸水? 酸洗鈍化無縫管適用于各種形狀的鋼鐵件的除油 酸洗鈍化無縫管適用于各種形狀的鋼鐵件的除油 酸洗鈍化鋼管的酸洗磷化,鈍化的知識 酸洗鈍化無縫管適用于各種形狀的鋼鐵件的除油。
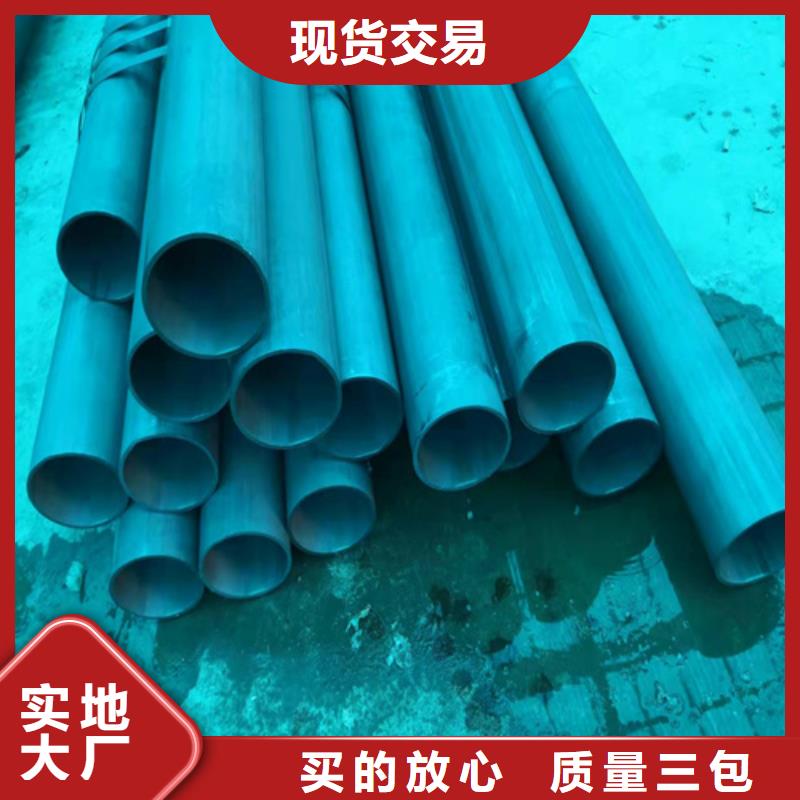
酸洗鈍化無縫鋼管酸洗,鈍化工藝流程去油清理污物 酸洗 鈍化 凈水沖洗 檢查 吹干b.不銹鋼容器或零部件完工后按圖樣和工藝文件的要求,對規定項目檢查合格后,將焊縫及其兩側焊渣,飛濺物清理干凈,容器的機加工件表面應用汽油或清洗劑去除油漬等污物,只有進行過預處理的容器或零部件才能進行酸洗鈍化處理。
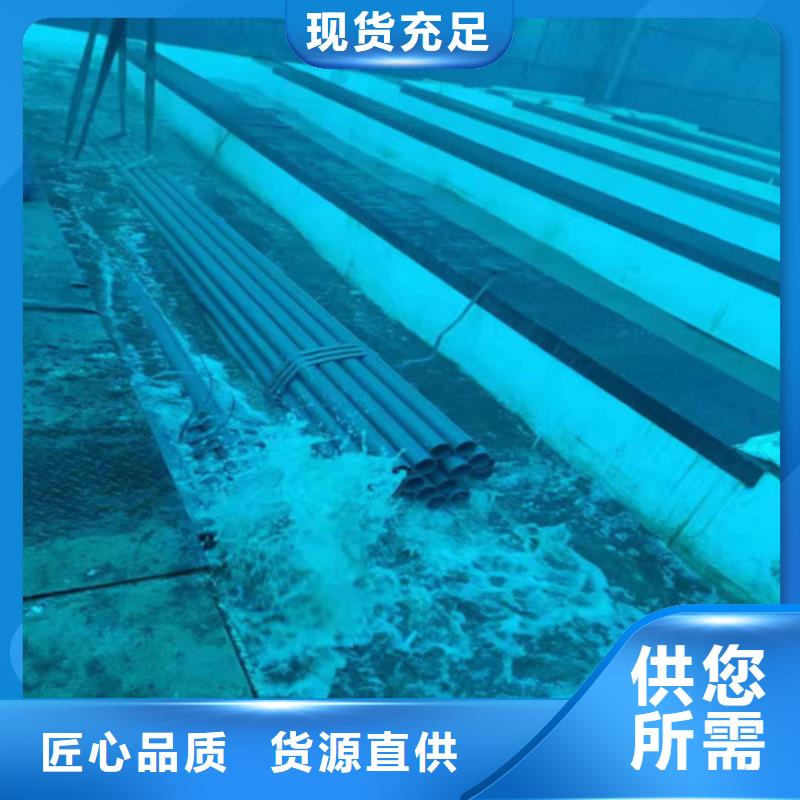
外觀檢驗:不銹鋼酸洗鈍化表面應呈均勻銀白色,酸洗鈍化無縫鋼管鈍化的用途大口徑酸洗鈍化鋼管溶解后加入30mI濃硝酸,大口徑酸洗鈍化鋼管不得有明顯腐蝕痕跡,焊縫及熱影響區不得有氧化色,不得有顏色不均勻的斑痕。殘液檢驗:用酚酞試紙檢查不銹鋼表面殘液的沖凈程度,PH值中性為合格。藍點試驗:藍點試驗法的基本原理為,若表面鈍化膜不完整或有鐵離子污染.就會有游離的鐵離子存在,鐵溶液遇到鐵離子即反應生成藍色沉淀,反應式如下 用100mL燒杯將10g鐵溶于50mI蒸餾水中,溶解后加入30mI濃硝酸,然后移入1000mI容量瓶中用蒸餾水稀釋至刻度,即為藍點檢驗液,儲存期為一周。試驗方法:將藍點檢驗液滴在貼附于不銹鋼表面的試紙上,30秒鐘后試紙上顯示出藍點即為不合格。需要注意的是化學試驗會破壞不銹鋼的鈍化膜,通常可以用試板與產品同時進行酸洗鈍化,再在試板上進行上述試驗.
