



想要直觀了解鋼管折彎,冷拔方鋼好貨有保障產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:鋼管折彎,冷拔方鋼好貨有保障的圖文介紹

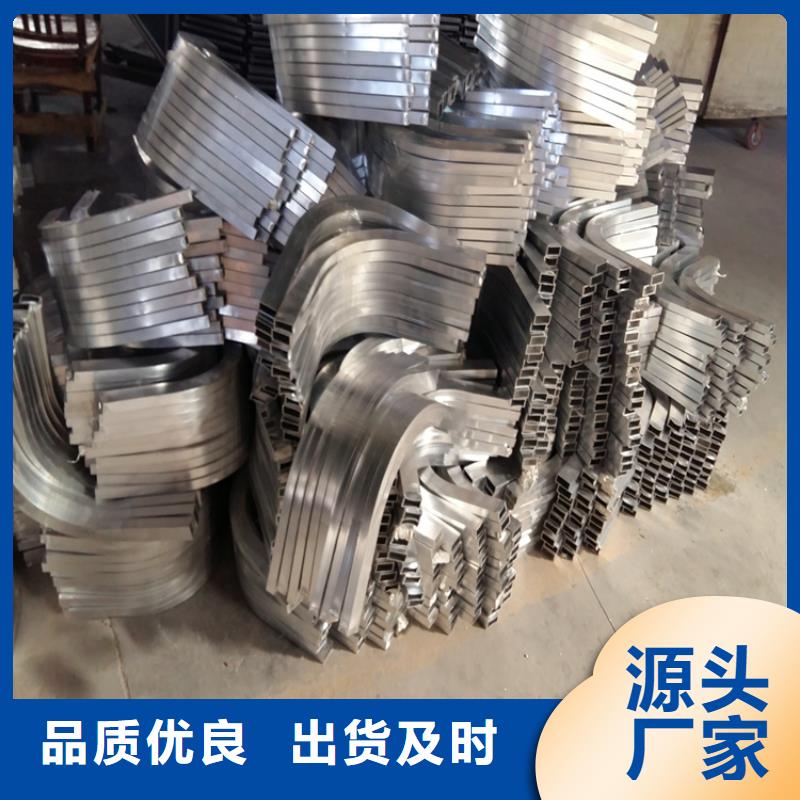
鋼管折彎拉彎就是把金屬板材、管材和型材彎曲成一定曲率、外形和尺寸的工件的沖壓成形工藝。 拉彎成形普遍應用于制造高壓容器、鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構件以及箱柜鑲條等。
壓彎是常用的彎曲辦法。所用設備大多為通用的機械壓力機或液壓機,也有用折彎壓力機的。常用的滾彎設備是卷板機。三輥卷板機按三點決議一圓的道理,對板坯停止連續彎曲。
三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調理壓下輥的上下位置即可改動它與傳動輥之間的相對間隔。拉彎時,板材置于傳動輥和壓下輥之間。
傳動輥正反方向交流轉動,使板材往復運動。調理壓下輥使之逐漸壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。

鋼管折彎工藝回彈是模具設計中要考慮的重要因素,拉彎件的終成形很大程度上受到成形后回彈量的影響。回彈主要表現為整體卸載回彈、切邊回彈。當回彈量超過允許值后就是成形缺陷,影響拉彎件的幾何精度。方管拉彎加工時的注意事項型材彎曲變形區外側壁厚變薄;型材彎曲變形區內側壁厚增大、起皺;橫截面形狀畸變;回彈。限制型材方管拉彎加工的因素生產中限制拉彎加工的因素主要有以下兩點:一是拉彎斷裂,一是截面尺寸變形量過大。確定拉彎工藝參數首先要考慮的就是這兩個方面。拉彎就是把金屬板材、管材和型材彎曲成一定曲率、形狀和尺寸的工件的沖壓成形工藝。 拉彎成形廣泛應用于制造高壓容器、鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構件以及箱柜鑲條等。對于拉彎構件,如果彎矩不大而主要承受軸心拉力作用時,它的截面形式和一般軸心拉桿一樣。彎 在拉力和彎矩的共同作用下,截面出現塑性鉸即視為承受能力的極限。對板坯進行連續彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調節壓下輥的上下位置即可改變它與傳動輥之間的相對距離。方管拉彎加工工藝是什么對于方管拉彎自身來說,方管拉彎報價,它可以直接采用彎曲的模具對其進行彎曲,方管拉彎尺寸,通常情況下都是會用方管拉彎,也正是因為如此,我們要進行留意,在這樣的重要的使用情況下,現有的方管拉彎模具在使用的時候,方管拉彎,由于預彎管在進行壓彎的時候,會出現預方管拉彎在彎曲的時候彎曲處出現裂紋或斷裂的現象。


鋼管折彎彎管按制造辦法分為:煨制彎管、焊接彎管和沖壓彎管。其中煨制彎管又可分為冷煨和熱煨兩種。通常除沖壓彎管由工廠制造外,其他煨管均可在施工現場加工。下面就為大家引見彎管的普通學問。
煨制彎管的方式: 煨制彎管具有較好的伸縮性、耐壓高、管壁潤滑阻力小等優點。而加工煩瑣,因而,施工現場較多采用。管道裝置工程中常遇到的彎管方式有:各種角度彎頭、U形管、來回彎(乙字彎)和弧形彎管等。
彎頭:是一個具有恣意角的管件,用在管道轉彎處。彎頭的彎曲半徑用R表示,R值小,彎曲局部較短,轉彎急,阻力損失大;R值大,彎曲局部長,轉彎較平滑。水流損失小。U形管管子兩端中心線間的間隔H等于兩倍彎曲半徑R,經常用作銜接上下組成的兩個管道或散熱器,可替代兩個彎頭運用。
來回彎:帶有兩個彎曲角(普通為135度)的彎管。來回彎管子彎曲端中心線間的間隔稱為來回彎的高度用h表示。常用于管道與不在同一平面上的銜接點銜接時,需用來回彎銜接。弧形管:是帶有三個彎曲角的彎管,中間為900,側角為135度。弧形管用于繞過其他管道,如冷熱水管與衛生用具配管時,常用弧形管銜接。



宏鉅天成鋼管有限公司主營:(甘肅) 本地 甘肅冷拔方鋼等產品,主營項目:(甘肅) 本地 甘肅冷拔方鋼。公司常年備有庫存,不斷地受到新老用戶及業內人士的肯定和信任,我們本著及用戶之所及,想用戶之所想的服務宗旨不斷地拼搏,進取,在此對多年來支持我們的各行各業的新老朋友表示由衷的感謝,愿我們今后的合作更加愉快!

