



更新時間:2025-02-07 22:28:56 瀏覽次數:11 公司名稱:洛陽 縱橫機械制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 橡膠 |
| 生產工藝 | 熱硫化或冷粘 |
| 產品規格 | 按要求訂做 |
| 斷裂強度 | 17 |
| 扯斷伸長率 | 550 |
| 襯里硬度 | 60±5 |
| 定伸應力 | 10 |
| 剝離強度 | 7 |
| 磨耗減量 | 0.1 |
| 應用領域 | 礦山、電力、冶金、化工等 |
| 連接方式 | 法蘭連接 |




產品特點圖

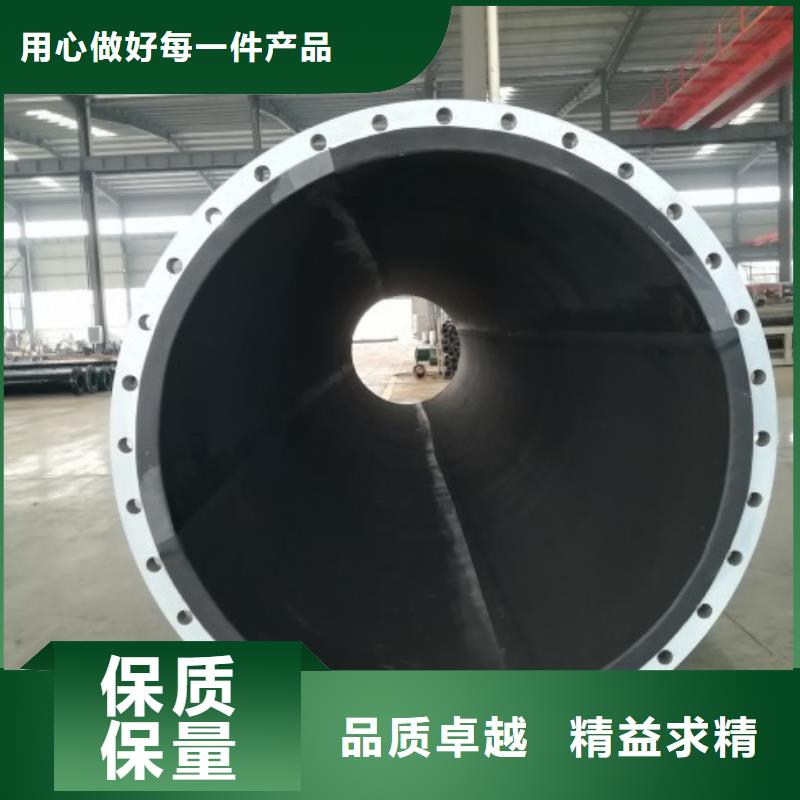
電廠襯膠管道是乙烯、丙烯和丁烯共聚而成的一種烯烴共聚物,它保持了乙烯、丙烯的耐腐蝕型,又具良好的耐熱性、耐沖擊和電絕緣性能。其使用溫度可比聚乙烯高出20-60度。同時耐磨襯膠管道克服了聚乙烯和聚丙烯與金屬結合力差的缺點,具有很強粘結力,能與金屬牢牢的結合在一起,由于極強的結合力,極大限制了其因冷熱變化而引起的收縮和伸長,從而管道和管件不會因收縮和膨脹而產生破壞,確保了設備的長期穩定使用。
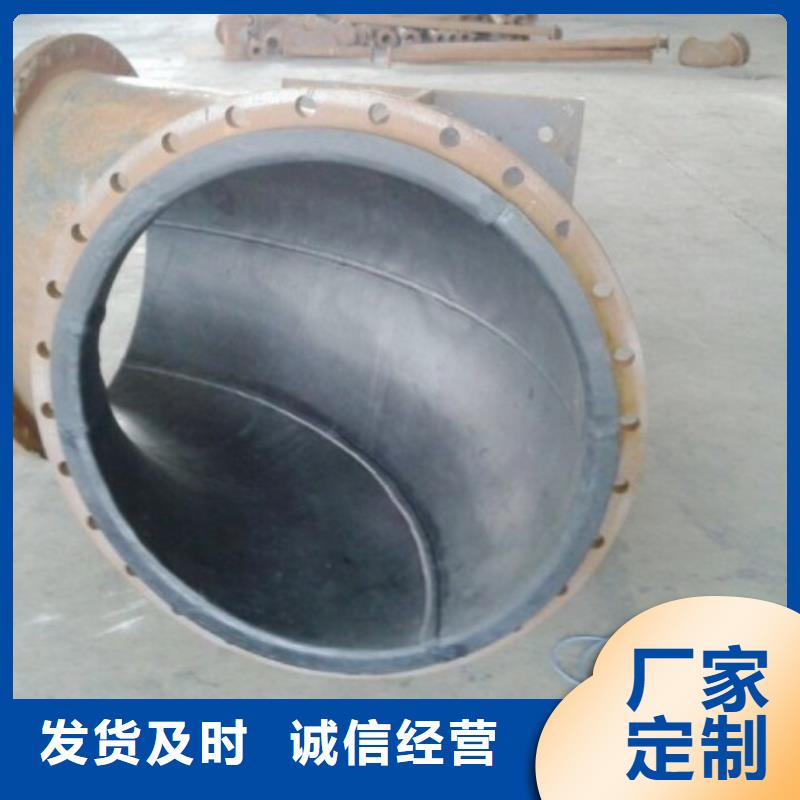
耐磨襯膠管道以普通鋼管作為鋼架材料,以耐磨、防腐、耐熱等性能優異的橡膠作為襯里層,將金屬特性和橡膠特性合二為一,形成了剛柔相濟的管路設備,具有高強度、高耐磨、高防腐和耐高溫等性能,因此可廣泛用于冶金、礦山、電業、化工等工業排渣、排氣等管道系統。
公司專業生產加工:低鈣鎂襯膠管道、低鈣鎂襯膠管件產品。另外還生產天然軟質襯膠管、天然硬質襯膠管、丁基橡膠管道等。GB5575-85 HGJ229-83 標準在防腐襯里里面描述低鈣鎂橡膠,鈣、鎂的含量!
低鈣鎂橡膠管道介紹 :
1、主要使用在化工離子膜制堿行業。品種分為兩類:高溫高壓硫化和非受壓容器的低溫常壓硫化。
2、適用范圍 適用于化工行業離子膜制堿、鹽水沉降槽、鹽水儲缸、二次鹽水儲缸及管道。
3、產品特性 低鈣鎂橡膠大優點是把鈣鎂含量降到低,使其在電解過程中效果佳,無論是受壓缸體還是非受壓缸體都適宜用此襯膠低鈣鎂橡膠
4、施工要求 施工中盡量不用熱烙,因為鐵離子易附在膠體表面。襯膠面要干凈、無油污,焊口平滑,貼合時要趕出氣泡,搭接層要粘合牢固扎實。 型號 2mm-10mm 產品類型屬耐酸堿橡膠。
5、低鈣鎂橡膠襯里低鈣鎂橡膠襯里是由天然膠、合成膠及專用配合劑組成,并采用低溫常壓硫化技術路線制成。
在“七五”期間,我國從日本引進多套離子膜制堿工藝裝置,裝置中的設備、管道及閥門等需襯低鈣、鎂橡膠村里防腐,以滿足離子膜制堿工藝的要求。低鈣鎂襯膠管道的價格比其它橡膠管道價格要稍微高一些,這個也要看您的鋼管口徑大小來定價,還有鋼管的數量,要是數量多了肯定給您低價格。

適用范圍


經營理念:科學管理—— 甘肅鋼襯塑質優價廉開拓市場
誠信務實——攜手共贏創造 甘肅鋼襯塑未來
只因有您的大力支持,縱橫機械制造有限公司才有今天的蓬勃發展,我們期待于您合作,為您提供的服務,共創美好未來。



為什么選擇我們

襯膠管道制造過程控制及技術要求
1)襯膠工藝要求:
TROTOP襯膠復合管的制造工藝要求:
鋼橡復合管和管件應采用擠出無縫膠管、氣囊吹脹法復合并且是高壓蒸汽熱硫化工藝制造。
2)下料組焊
根據買方蓋章圖紙要求的長度,及生產工藝切割鋼管;
a、點焊法蘭
點焊注意法蘭與鋼管垂直。
b、焊接:
待質檢人員檢查合格后在二保自動焊接機上進行焊接,保證貼襯焊縫表面無焊接裂紋、氣孔、未焊透、咬邊、夾渣、飛濺、弧坑、焊瘤等缺陷,所有焊縫采用雙面焊全焊透,所有焊接密閉間隙開設排氣孔,超聲波檢測(UT) ,X射線照相檢測(RT)5%,壓力試驗。
焊接執行API 1104,超聲波檢測符合GB11345-2013, GB 50184-2011 標準規定。
c、加長
對于需焊接接長的管件,管內外焊縫表面均應打磨光滑。 對焊縫外觀進行檢查,不得存在裂紋、咬邊、氣孔等危害性缺陷。
d、打磨:
拐角處圓滑過度,圓角半徑符合技術規格書和圖紙要求,凸面圓角半徑大于等于5mm,凹角面大于8mm。
3)表面處理
a、使用壓縮空氣前
分離器下游的空氣質量必須通過將空氣吹入干凈的白色吸墨紙或布兩分鐘來測試其是否被污染、油污或受潮。測試應當在每班開始和結束時進行并且間隔不超過4 小時。同時應當在空壓機作業后進行測試。只有測試顯示肉眼看不到壓縮空氣中沒有污物、油或水汽時才可以使用。如果有污染的跡象,應對空壓機進行檢修并且按照上面的描述重新檢查空氣質量。
b、露點控制:
表面溫度 至少應保持在高于露點3oC,并且不超過相對濕度。如果由于外界環境的影響,不保持在此環境下會有風險,那就要使用去濕設備或者加熱設備。
c、噴砂
碳鋼襯膠基體表面處理等級達到Sa2.5。即:噴砂至金屬白色,完全氧化皮、銹及其它雜質,殘留僅為斑點或條紋陰影,磨料、積灰。粗糙度必須符合基體表面粗糙度的要求粗糙度RZ≥60μm。
d、脫脂、清洗:
表面進行處理后,應將鋼管表面附著的灰塵及磨料清理干凈,用甲苯或汽油清洗。
e、涂刷底漆:
脫脂后立即涂刷西邦粘接劑。先刷底膠,待干燥后再刷面膠,待干燥后兩頭封好,存放在指定地點待用。從表面處理完畢至完成外表面粘接劑的間隔時間,長不應超過24h。
