服務熱線:15206598805
聯系我們

更新時間:2025-01-30 21:01:44 瀏覽次數:5 公司名稱:聊城 鵬瑞管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 1天內 |
| 供貨總量 | 99999 |
| 運費說明 | 電議最低 |
| 最小起訂 | 1個 |
| 質量等級 | 合格 |
| 是否廠家 | 廠家 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鵬瑞 |
| 產品規格 | DN100-2600 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 可定制 |
| 產品型號 | DN100-2600 |
| 可售賣地 | 全國發貨 |
| 產品顏色 | 黑色等 |
| 質保時間 | 3年 |
| 適用領域 | 給水排水消防等市政工程 |
| 是否進口 | 否 |
| 質量認證 | 國標 |





對于小型鑄件在大澆包不便澆注時。可考慮使用其他小型澆包。或準備手澆包。兩人抬澆包等。鑄鐵管件檢查包襯厚薄及光整程度:包襯太薄和凹凸不光整。當金屬液溫度過高和澆包使用時間過長。容易引起包殼過熱。導致外殼變形。球墨鑄鐵管使內襯產生脫落和侵蝕現象。一般來說,在離心拔管生產球墨鑄鐵管件時,容易出現質量缺陷。一般有厚皮、氣孔、針孔、夾渣、滲漏等。主要缺陷為皮膚重、氣孔和針孔。如何提高球墨鑄鐵管件質量?應該采取措施在鑄鐵管件的管模具避免稀疏沖管道內壁的鑄鐵管件模具減少的速度沖管鑄鐵管件模具使沖壓點密集甚至;避免鑄鐵管件管模內壁淺沖,增加風壓,磨好沖頭,確保沖頭深度合適。管道模具內表面的油脂和雜質,特別是新使用的鑄鐵管模具,在使用前必須。對于有龜裂的鑄鐵管模具,使用時應適當增加粉量;如果龜裂嚴重,必須及時更換鑄鐵管模具。措施調整槽的位置鑄鐵管件重皮缺陷的鑄鐵管件的軸承部分由于不當的形狀槽肘部或槽的肘和套接字之間的距離有必要檢查鑄鐵管件的生產設備在生產和更換鑄鐵管件在必要時的滑槽。
<甘南>鵬瑞管業有限公司 隨時驗廠##甘南盲法蘭##實力保障
隨時驗廠##甘南盲法蘭##實力保障
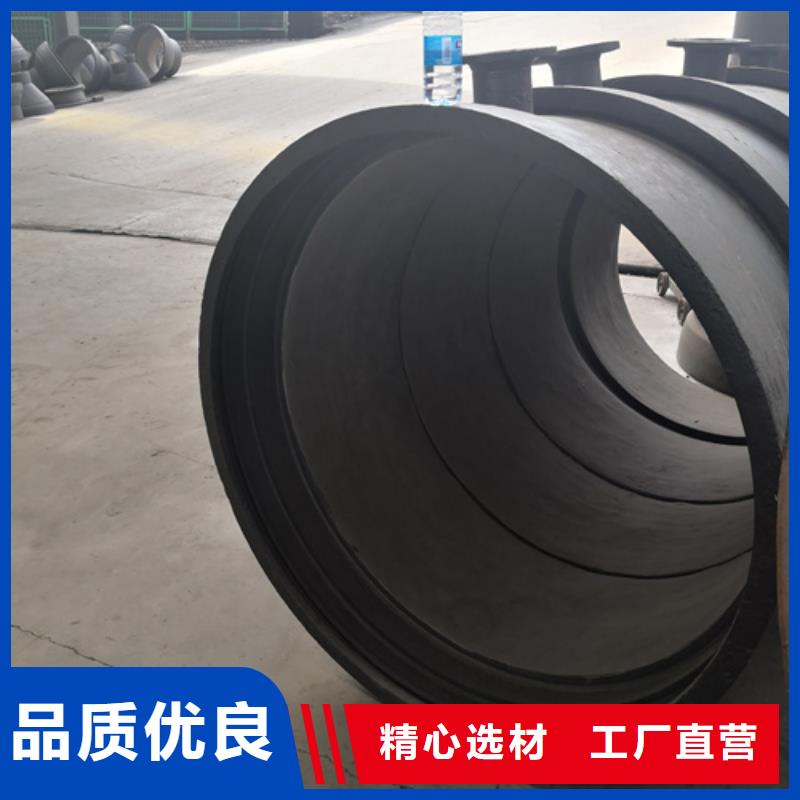
機械式柔性接口球墨鑄鐵管的組裝非常容易,但沒有正確的結合則容易發生問題,所以要依照以下步驟進行安裝:(I)安裝前的清掃與檢查:1)仔細清掃承口內表密封面以及插口外表面的沙、土等雜物,如圖S-24所示;2)仔細檢查連接用密封圈,不得粘有任何雜物。(2)裝入壓蘭和橡膠圈。把壓蘭和橡膠圈套在插口端,如圖8-34所示:注意橡膠圈的方向,橡膠圈帶有斜度的一端朝向承口端。(3)承門、插口定位。將插門推人承口內,完全推人承口端部后再拔出10mm,如圖8-35所示。(4)壓蘭及橡膠圈的安裝:1)將橡膠圈推入承口內.然后將壓蘭推人頂住橡膠圈,插人螺栓,用手將螺母擰住,如圖8-36所示。2)檢查壓蘭的位置正確與否,然后用扳手按對稱(如圖8-37所示)順序擰緊螺母,如圖8-38所示。應反復擰緊,不要一次擰緊。使用測力扳手,連接螺栓的力矩應達到要求,注意事項:①對于口徑較大的管道,在擰緊螺母過程中,要用吊車將鑄管或管件吊起,使承口和插口保持同心。②試壓完后一定要檢查螺栓.有必要再擰緊一次。(5)用于燃氣的鑄管,出廠前已對承口內壁和插口外壁密封面修磨光滑。現場安裝需要切管的,切管后應對插口外壁修磨光滑,以確保接口的密封性。

 <甘南>鵬瑞管業有限公司
<甘南>鵬瑞管業有限公司
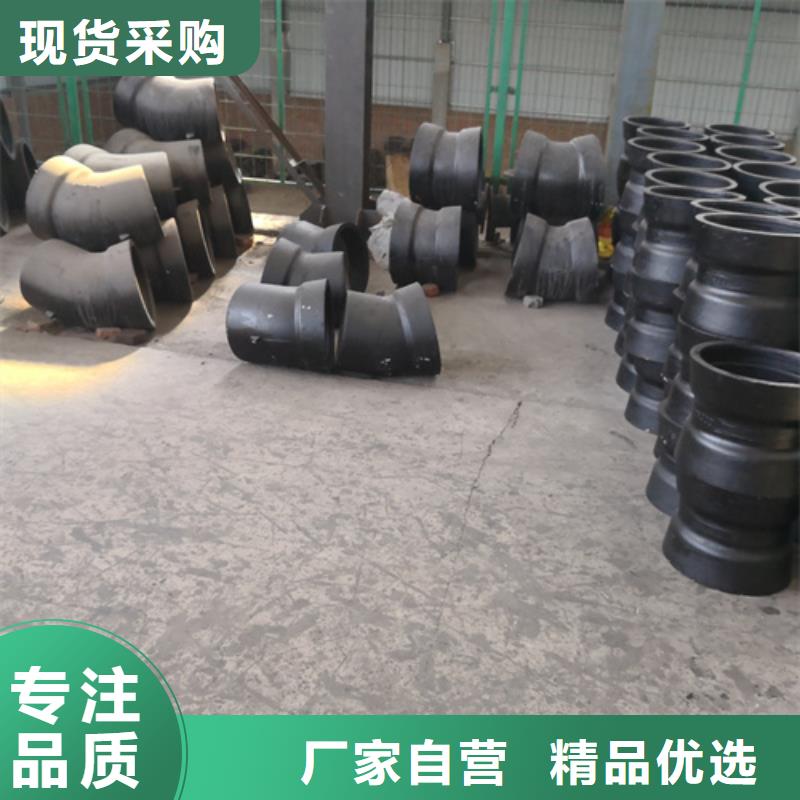
鐵制彎頭,調整鑄鐵管件離心主機下限,縮短溜槽出口與插座的距離。很容易控制溫度的熱金屬鑄鐵管道通過熱金屬的低溫低溫管道內壁的模具將導致沉重的皮膚缺損和高溫的熱金屬和增加的熱氣體排放會導致氣孔缺陷。中頻爐工藝應嚴格按照技術要求提供合適的溫度熱金屬,并在生產中離心機合理控制進出口溫度和冷卻速度。球墨鑄鐵管件系列:三通系列(全承三通、雙承單支盤三通、雙承一插三通、承插單支盤三通、全盤三通、全承底三通、承插盤丁字管、雙承丁字管、雙承單盤底三通、全盤丁字管、雙承單支盤丁字管、雙承一絲三通、承插絲三通)四通系列(雙承雙盤四通、全承四通、雙插雙承四通、全盤四通)。其他配件系列(雙盤短管、盲法蘭盤、插盤短管、盤插短管、雙承減縮管、、承插漸縮管、插承漸縮管、套筒、雙盤彎管、雙承彎管、承插彎管、伸縮器、堵漏器、搶修節等)。