



阜陽管桁架煨彎誠信商家
 航蕭管件
航蕭管件
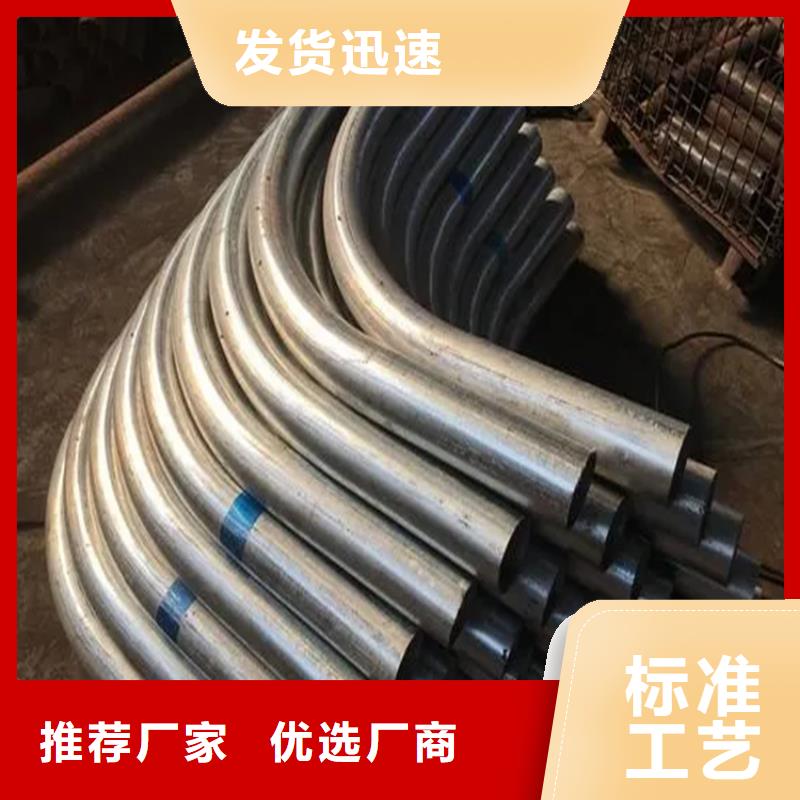
 本公司擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務。
本公司擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務。
 于型材彎管拉彎工藝特點及要求,1、所謂拉彎即是在給于型材預制拉力(在屈服極限范圍內)的前提下,利用旋轉和靠模改變型材斷面變形中介面(內移)使其塑性變形的過程。
2、關于備料長度:一般情況下備料應是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內半徑(R內)。備料長度=弧長+2.1t,當然具體備料長度可以根據實際情況考慮套裁,以便節省工藝段。
3、關于備料數量:一般情況下應根據不同斷面、不同半徑、不同弧長在實際需要數量基礎上增加1~2支備份,以便做為調試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環節可能出現的損失數量。
4、關于材料每支彎曲弧長的要求:通常情況下不應超過弧度角180度。
5、關于材料硬度狀態的要求:當型材彎曲的伸長率滿足變形量要求時應選擇T5狀態(e≤10%),鋁型材的標準為e≥8%;e=t/R內×=(R外-R內)÷R內×否則應選擇To~T4狀態。當然型材生產廠一般不愿意給客戶生產T1~T4狀態型材。
6、關于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應適當做表面保護。
于型材彎管拉彎工藝特點及要求,1、所謂拉彎即是在給于型材預制拉力(在屈服極限范圍內)的前提下,利用旋轉和靠模改變型材斷面變形中介面(內移)使其塑性變形的過程。
2、關于備料長度:一般情況下備料應是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內半徑(R內)。備料長度=弧長+2.1t,當然具體備料長度可以根據實際情況考慮套裁,以便節省工藝段。
3、關于備料數量:一般情況下應根據不同斷面、不同半徑、不同弧長在實際需要數量基礎上增加1~2支備份,以便做為調試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環節可能出現的損失數量。
4、關于材料每支彎曲弧長的要求:通常情況下不應超過弧度角180度。
5、關于材料硬度狀態的要求:當型材彎曲的伸長率滿足變形量要求時應選擇T5狀態(e≤10%),鋁型材的標準為e≥8%;e=t/R內×=(R外-R內)÷R內×否則應選擇To~T4狀態。當然型材生產廠一般不愿意給客戶生產T1~T4狀態型材。
6、關于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應適當做表面保護。
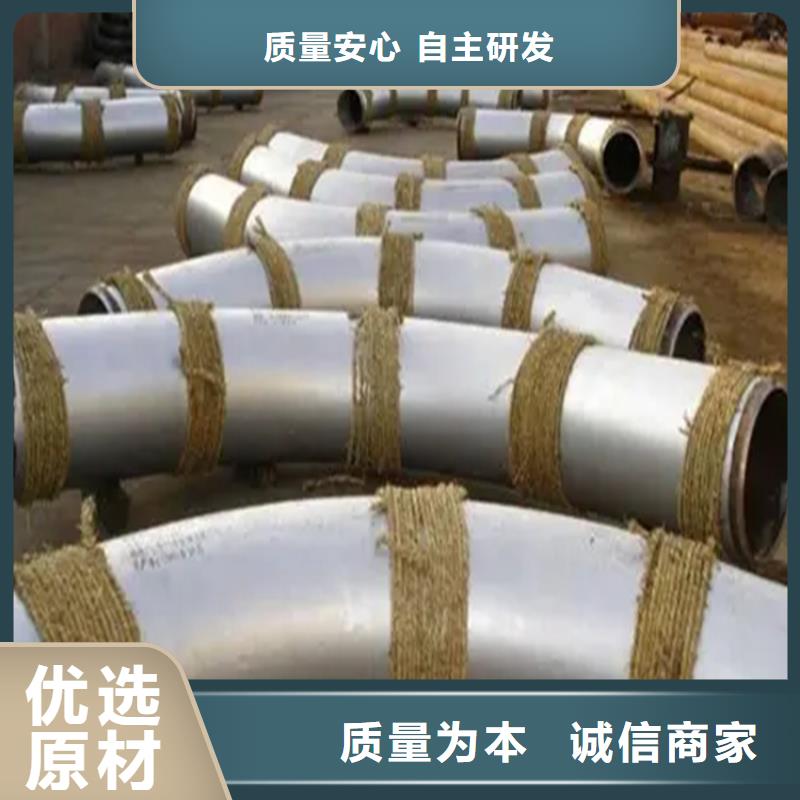
 彎管在加工的過程中經常會采用其壓彎使其彎管進行彎曲的方法,在進行制作的過程中所采用的設備大多數都是為通用的機械壓力機以及.
彎管在加工的過程中經常會采用其壓彎使其彎管進行彎曲的方法,在進行制作的過程中所采用的設備大多數都是為通用的壓力機以及液壓機,有時候也會有效的采用其專用的折彎壓力機。彎管在加工的過程中通常情況下會使用其卷板機,設備采用其三輥卷板機按三點決定一圓的道理,有效的對板坯進行其連續的彎曲,這樣三輥其卷板機在使用的過程中會具有兩個傳動輥和一個壓下輥。
彎管在制作是可以有效的調節其壓下輥的上下位置這樣就可以在一定程度上有效的改變它和傳動輥之間的相對距離,今年彎管社會庫存呈...
彎管在制作是可以有效的調節其壓下輥的上下位置這樣就可以在一定程度上有效的改變它和傳動輥之間的相對距離,今年彎管社會庫存呈迅速上升態勢,這樣對于其彎管的加工市場會形成比較大的壓力。彎管在進行拉彎的過程中,其板材會有效額置于傳動軸以及壓下輥之間,在運行時其傳動輥的正反方向是交換轉動的,這樣就會使得板材往復運動,調節其壓下輥使之逐步壓下。[
彎管在進行加工的過程中會對其精度的要求是比較高的,產品的長度以及曲率半徑要求比較大橫向尺寸要求較小的彎曲件,可在專用的拉...[展開]
彎管在進行加工的過程中會對其精度的要求是比較高的,產品的長度以及曲率半徑要求比較大橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。彎管加工時,板材全部厚度上都受拉應力的作用。
彎管在加工的過程中經常會采用其壓彎使其彎管進行彎曲的方法,在進行制作的過程中所采用的設備大多數都是為通用的機械壓力機以及.
彎管在加工的過程中經常會采用其壓彎使其彎管進行彎曲的方法,在進行制作的過程中所采用的設備大多數都是為通用的壓力機以及液壓機,有時候也會有效的采用其專用的折彎壓力機。彎管在加工的過程中通常情況下會使用其卷板機,設備采用其三輥卷板機按三點決定一圓的道理,有效的對板坯進行其連續的彎曲,這樣三輥其卷板機在使用的過程中會具有兩個傳動輥和一個壓下輥。
彎管在制作是可以有效的調節其壓下輥的上下位置這樣就可以在一定程度上有效的改變它和傳動輥之間的相對距離,今年彎管社會庫存呈...
彎管在制作是可以有效的調節其壓下輥的上下位置這樣就可以在一定程度上有效的改變它和傳動輥之間的相對距離,今年彎管社會庫存呈迅速上升態勢,這樣對于其彎管的加工市場會形成比較大的壓力。彎管在進行拉彎的過程中,其板材會有效額置于傳動軸以及壓下輥之間,在運行時其傳動輥的正反方向是交換轉動的,這樣就會使得板材往復運動,調節其壓下輥使之逐步壓下。[
彎管在進行加工的過程中會對其精度的要求是比較高的,產品的長度以及曲率半徑要求比較大橫向尺寸要求較小的彎曲件,可在專用的拉...[展開]
彎管在進行加工的過程中會對其精度的要求是比較高的,產品的長度以及曲率半徑要求比較大橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。彎管加工時,板材全部厚度上都受拉應力的作用。
您的位置>首頁 >阜陽本地產品推薦News >