更新時間:2025-01-05 08:43:47 瀏覽次數:1 公司名稱:聊城 金帝鋼管有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4326/噸 |
| 發貨期限 | 3 |
| 供貨總量 | 23 |
| 運費說明 | 電議 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 10#, 20#, 35#, 45#, S45C, 55#, Q235B, Q235C, Q345D, CF53, A105 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 外形尺寸 | 6-12 |
| 適用領域 | 機床、汽車、飛機等機械 |
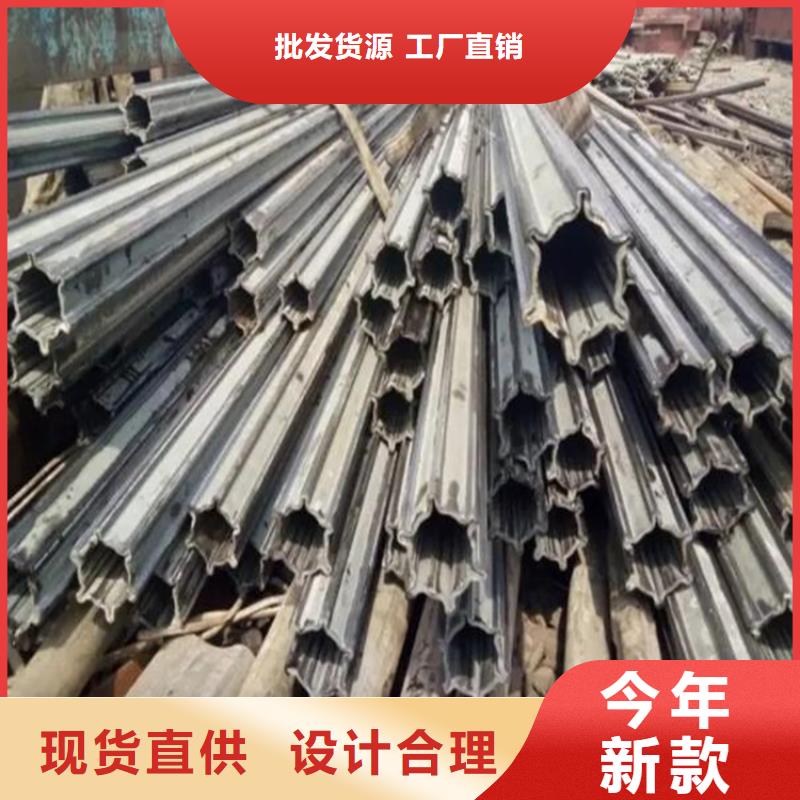

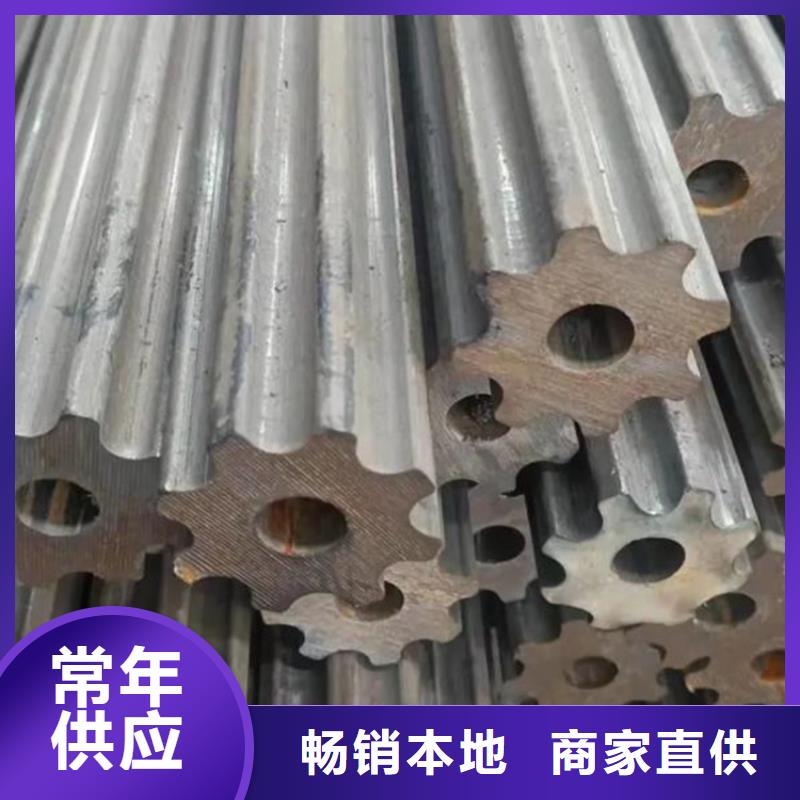


花鍵管完全奧氏體化正火反應。在850~900℃(Ac1上限+(50~60)℃),在一定的正火溫度范圍內,加熱溫度越高,奧氏體中的碳含量越多,合金元素越多,正火后珠光體越多,因而硬度也越高,因此,當需要正火后鑄鐵強度、硬度較高時,可選擇加熱溫度上限。 一般情況下,在自然空氣中(或風吹)冷卻1~3小時后加熱。異形花鍵精密無縫管成形復雜或較重要,正火處理后應重新進行內應力退火。若異形花鍵精密無縫管原始組織中有過多的自由滲碳體,則必須加熱到Ac1上限+(50~100)℃(約900~960℃),高溫石墨化以自由滲碳體,然后再進行細牙花鍵精密光亮無縫管正常完全奧氏體化正火。


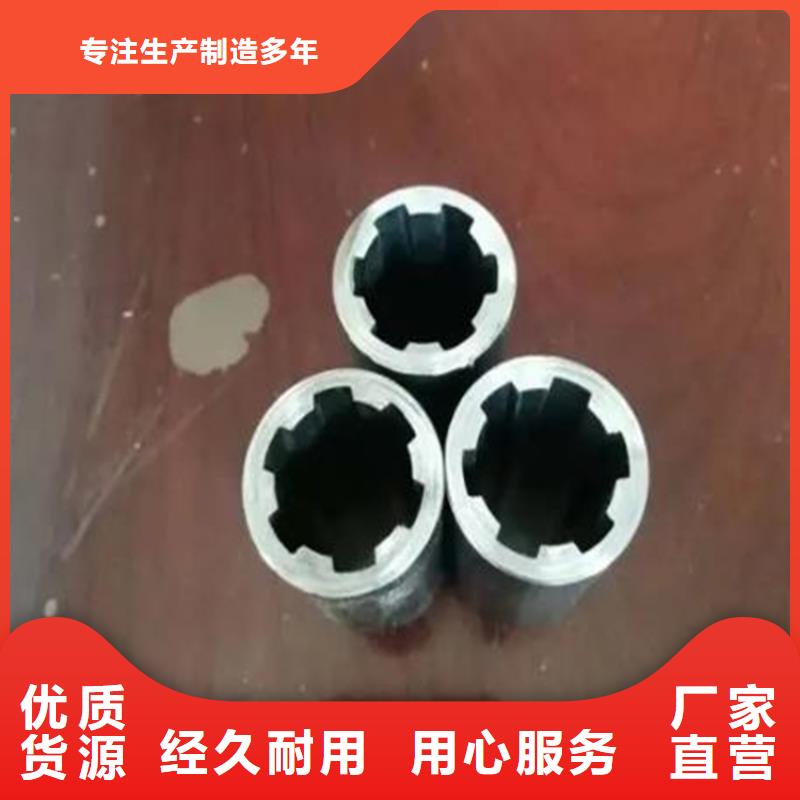
目前,許多傳動零件如齒輪、鏈輪、花鍵管等金屬制品為了區別不同規格,需要在其表面上打印圖案或字符作為標識。而花鍵管除了在其端面上做規格標記,為了方便花鍵管安裝時對準定位,還會在其的外圓面上加工定位標記。 相關技術中,花鍵管在生產過程中,先由一個沖壓設備或者激光蝕刻在花鍵管的端面上加工規格標記,再由另一個沖壓設備上在花鍵管的外圓面上加工定位標記。上述中的現有技術方案存在以下缺陷:花鍵管先由一個沖壓設備或者激光蝕刻加工規格標記,再由另一個沖壓設備加工定位標記,需要重復上下料,導致花鍵管的加工效率低,尚有改進的空間。
<阜陽>金帝鋼管
花鍵管所述下壓驅動源的輸出端向靠近所述子模的方向移動時,所述牽引繩帶動所述導向柱沿所述導向柱的軸向靠近所述子模。 通過采用上述技術方案,下壓驅動源驅使子模沖頭沖壓花鍵管的同時,牽引繩在下壓驅動源的驅使下帶動標記刀沖頭擠壓定位標記刀,定位標記刀在標記刀沖頭的驅使下在花鍵管的外側壁上加工定位標記,一個驅動源即可完成規格標記與定位標記的加工,節省了成本。 通過采用上述技術方案,使得牽引繩施加給導向柱的牽引力的方向與導向柱的軸線互相平行,提高了牽引力的利用率。 12.可選的,還包括調節所述固定件與所述標記刀沖頭間距的調節組件,所述調節組件包括引導柱、內螺紋管、擋環、嚙合齒、主動齒輪和調節驅動源,所述引導柱固定于所述固定件上,所述引導柱沿所述導向柱的軸向滑移連接于所述支撐板上,所述內螺紋管螺紋連接于所述導向柱遠離所述標記刀沖頭的一側,所述內螺紋管穿設于所述固定件上且與所述固定件轉動連接,所述擋環的數量為兩個,兩所述擋環分別固定于所述內螺紋管的兩端,兩所述擋環分別抵接與所述固定件的兩側,所述嚙合齒設于一所述擋環的外周壁上,所述調節驅動源固定于所述固定件上,所述主動齒輪固定于所述調節驅動源的輸出軸上,所述主動齒輪與所述嚙合齒互相嚙合。