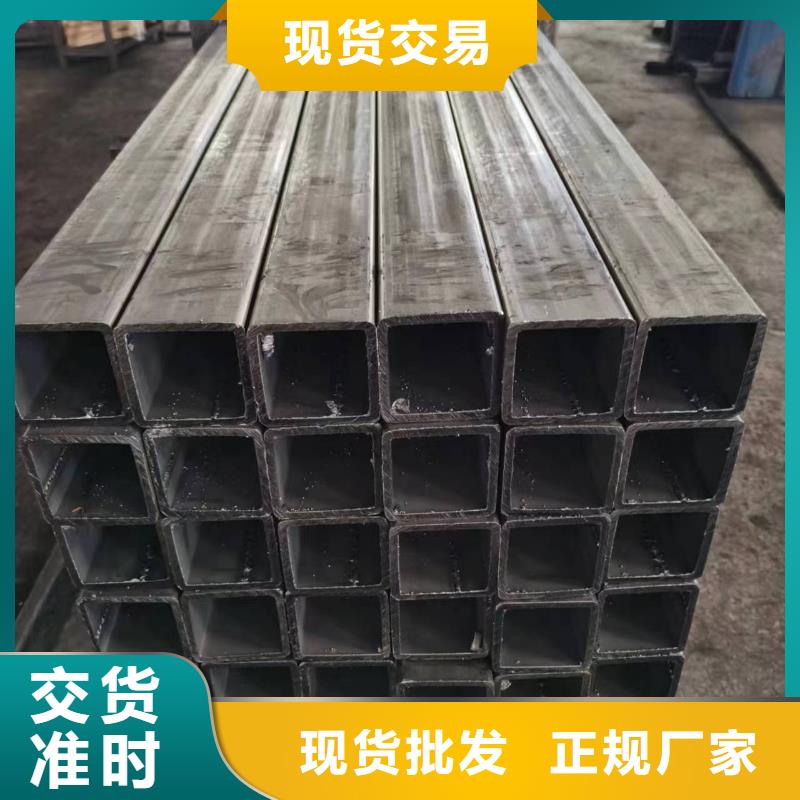
12cr1mov精密方管廠家報價9米定尺
更新時間:2025-01-30 15:17:14 瀏覽次數:3
以下是:12cr1mov精密方管廠家報價9米定尺的產品參數
| 產品參數 |
|---|
| 產品價格 | 4900元 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 1000 |
|---|
| 運費說明 | 物流 |
|---|
| 最小起訂 | 1噸 |
|---|
| 質量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn﹑304﹑201﹑310S |
|---|
| 產品品牌 | 樂道 |
|---|
| 產品規格 | 規格齊全 |
|---|
| 發貨城市 | 無錫 |
|---|
| 產品產地 | 無錫 |
|---|
| 加工定制 | 加工 |
|---|
| 產品型號 | 型號齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 質保時間 | 1年 |
|---|
| 外形尺寸 | 正方形 長方形 |
|---|
| 適用領域 | 鋼結構、結構幕墻、機械制造,建筑建材、造船機場、液體運輸 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 認證 |
|---|
| 產品功率 | 456 |
|---|
| 工作溫度 | 550 |
|---|
| 長度 | 1-12米 |
|---|
| 生產工藝 | 冷擠壓 |
|---|
| 交貨狀態 | 冷拔或退火(根據客戶用途) |
|---|
以下是:12cr1mov精密方管廠家報價9米定尺的圖文視頻
無錫 樂道精密鋼管廠家有限公司
高經理:???????????
導讀 12cr1mov精密方管廠家報價9米定尺,樂道精密鋼管廠家有限公司專業從事12cr1mov精密方管廠家報價9米定尺,聯系人:高經理,電話:0510-83706199、13961857377,QQ:252372346,發貨地:無錫國聯金屬市場168號發貨到福建省 福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市,以下是12cr1mov精密方管廠家報價9米定尺的詳細頁面。 福建省 2022年,福建省地區生產總值53109.85億元,比上年增長4.7%;人均地區生產總值126829元。


福建無縫方管的不均勻主要表現在螺旋壁不均勻、線形壁厚不均勻、頭尾壁厚又厚又薄等現象。
福建無縫方管壁厚不勻的原因是穿孔機軋制中心線不正確、兩輥傾角不勻或塞前減徑小等調整原因造成壁厚不勻。它一般沿鋼管的整個長度呈螺旋狀分布。其主要措施是調整穿孔機的軋制中心線,使兩輥傾斜角相等,并根據軋制工作臺給出的參數對軋機進行調整。
福建無縫方管壁厚線性不均勻的原因是芯棒預穿線鞍高度調整不當,芯棒預穿線一側接觸毛細,導致接觸面毛細溫度急劇下降,造成壁厚不均,拉深凹凸不平等缺陷。連續輥之間的間隙過小或過大。管機中心線偏差。單、雙機架減量不均勻,會造成單機架方向的超薄(超厚)和雙機架方向的超厚(超薄)線對稱偏差。主要措施是調整芯棒預攻絲鞍的高度,保證芯棒與毛細管對中。在改變孔型和軋制規格時,應測量輥縫,使實際輥縫與軋制臺一致。用光學定心裝置調整軋制中心線,在年度大修時須對管機中心線進行校正。


總結 在福建省采買12cr1mov精密方管廠家報價9米定尺到樂道精密鋼管廠家有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:高經理-13961857377,QQ:252372346,地址:《國聯金屬市場168號》。