



云海旭金屬材料有限公司
鋼筋套筒接頭加工的技術(shù)是需要十分慎重的進(jìn)程需要的,我們可以經(jīng)過(guò)比較其他加工技術(shù)而言,鋼筋接頭的技術(shù)進(jìn)程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機(jī)或其他專用堵截設(shè)備,制止氣割。2、剝肋滾壓螺紋:運(yùn)用鋼筋剝肋滾壓直螺紋機(jī)將待聯(lián)接鋼筋的端頭加工成螺紋。3、絲頭質(zhì)量查驗(yàn):操作者對(duì)加工的絲頭進(jìn)行的質(zhì)量查驗(yàn)。4、帶帽保護(hù):用專用的鋼筋絲頭保護(hù)帽或聯(lián)接套筒將鋼筋絲頭進(jìn)行保護(hù),防止螺紋被磕碰或被污物污染。5、絲頭質(zhì)量抽檢:對(duì)自檢合格的絲頭進(jìn)行的抽樣查驗(yàn)。6、存放待用:按規(guī)格型號(hào)及類型進(jìn)行分類堆積。
廠考察") 福建28/41.8-26.4套筒-歡迎來(lái)廠考察
直螺紋鋼筋套筒連接套筒連接的七大原則:1.直螺紋鋼筋連接套筒接頭宜設(shè)置在受力較小處,在同一根鋼筋宜少設(shè)接頭。2.木行架和拱的拉桿(軸心受拉及小偏心受拉構(gòu)件)不得采用綁扎搭接接頭。3.受拉鋼筋直徑大于28mm及受壓鋼筋直徑大于32mm時(shí),不宜采用綁扎搭接接頭;4.搭接長(zhǎng)度范圍內(nèi)配制箍筋:直徑不應(yīng)小于搭接鋼筋直徑的0.25倍鋼筋受拉時(shí),箍筋間距不應(yīng)大于搭接鋼筋較小直徑的5倍,且不應(yīng)大于100mm鋼筋受壓時(shí)箍筋間距不應(yīng)大于搭接鋼筋較小直徑的10倍,且不應(yīng)大于200mm當(dāng)受壓鋼筋直徑大于25mm時(shí),應(yīng)在搭接接頭兩個(gè)端面外100mm范圍內(nèi)各設(shè)兩個(gè)箍筋。5.縱向受壓鋼筋搭接長(zhǎng)度不應(yīng)小于縱向受拉鋼筋搭接長(zhǎng)度的0.7倍,且不應(yīng)小于200mm。6需進(jìn)行疲勞驗(yàn)算的構(gòu)件:縱向受拉鋼筋不得采用綁扎搭接接頭,不宜采用焊接接頭。7.直接承受吊車荷載的鋼筋混凝土吊車梁、屋面梁及屋架下弦的縱向受拉鋼筋必須采用焊接接頭時(shí)。
福建28/41.8-26.4套筒-歡迎來(lái)廠考察
直螺紋鋼筋套筒連接套筒連接的七大原則:1.直螺紋鋼筋連接套筒接頭宜設(shè)置在受力較小處,在同一根鋼筋宜少設(shè)接頭。2.木行架和拱的拉桿(軸心受拉及小偏心受拉構(gòu)件)不得采用綁扎搭接接頭。3.受拉鋼筋直徑大于28mm及受壓鋼筋直徑大于32mm時(shí),不宜采用綁扎搭接接頭;4.搭接長(zhǎng)度范圍內(nèi)配制箍筋:直徑不應(yīng)小于搭接鋼筋直徑的0.25倍鋼筋受拉時(shí),箍筋間距不應(yīng)大于搭接鋼筋較小直徑的5倍,且不應(yīng)大于100mm鋼筋受壓時(shí)箍筋間距不應(yīng)大于搭接鋼筋較小直徑的10倍,且不應(yīng)大于200mm當(dāng)受壓鋼筋直徑大于25mm時(shí),應(yīng)在搭接接頭兩個(gè)端面外100mm范圍內(nèi)各設(shè)兩個(gè)箍筋。5.縱向受壓鋼筋搭接長(zhǎng)度不應(yīng)小于縱向受拉鋼筋搭接長(zhǎng)度的0.7倍,且不應(yīng)小于200mm。6需進(jìn)行疲勞驗(yàn)算的構(gòu)件:縱向受拉鋼筋不得采用綁扎搭接接頭,不宜采用焊接接頭。7.直接承受吊車荷載的鋼筋混凝土吊車梁、屋面梁及屋架下弦的縱向受拉鋼筋必須采用焊接接頭時(shí)。
廠考察")
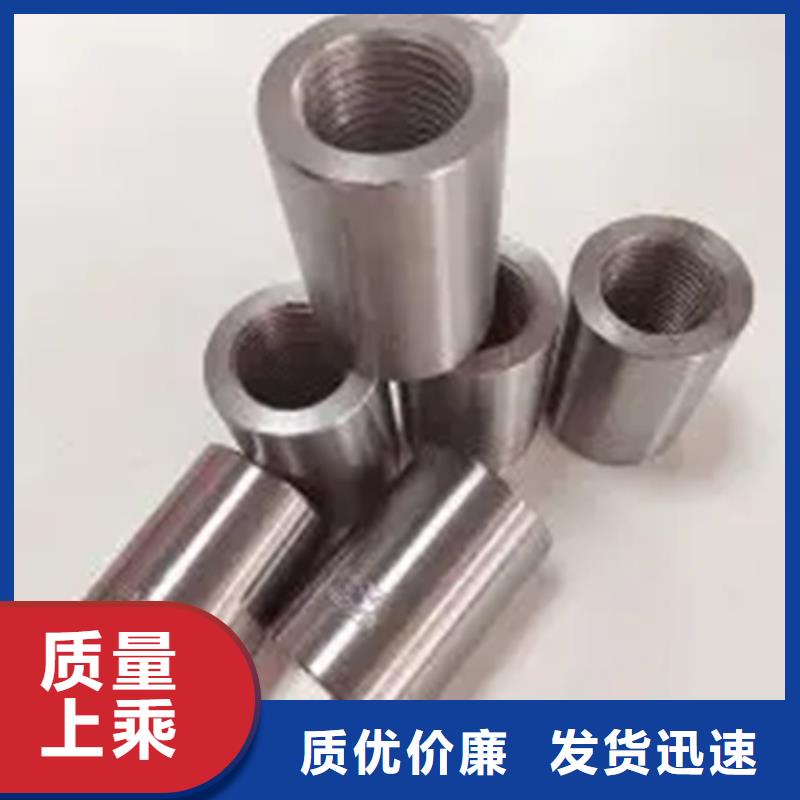
廠考察") 鋼筋套筒連接套筒工藝原理:鋼筋連接套筒等強(qiáng)滾軋直螺紋連接原理為:通過(guò)滾輪將鋼筋端頭部分壓圓并一次性滾出螺紋和套筒通過(guò)螺紋連接形成的鋼筋機(jī)械接頭。直螺紋接頭連接有六種類型:(變徑型、擴(kuò)口型這里不作介紹)Ⅰ型連接(標(biāo)準(zhǔn)型接頭)用途可能的自由自轉(zhuǎn)情況。使用鐵棍原因相互在鎖橋梁片斷的端點(diǎn)力量對(duì)面。愿選擇標(biāo)準(zhǔn)套筒或變徑型連接套筒。Ⅱ型連接(加長(zhǎng)型接頭)用于鋼筋過(guò)于長(zhǎng)而密集,不便轉(zhuǎn)動(dòng)的場(chǎng)合。鋼筋連接套筒預(yù)先全部擰入一根鋼筋的加長(zhǎng)螺紋上,再反擰人被接鋼筋的端螺紋,轉(zhuǎn)動(dòng)鋼筋半至一圈即可鎖定連接件,可選用標(biāo)準(zhǔn)型連接套筒。
鋼筋套筒連接套筒工藝原理:鋼筋連接套筒等強(qiáng)滾軋直螺紋連接原理為:通過(guò)滾輪將鋼筋端頭部分壓圓并一次性滾出螺紋和套筒通過(guò)螺紋連接形成的鋼筋機(jī)械接頭。直螺紋接頭連接有六種類型:(變徑型、擴(kuò)口型這里不作介紹)Ⅰ型連接(標(biāo)準(zhǔn)型接頭)用途可能的自由自轉(zhuǎn)情況。使用鐵棍原因相互在鎖橋梁片斷的端點(diǎn)力量對(duì)面。愿選擇標(biāo)準(zhǔn)套筒或變徑型連接套筒。Ⅱ型連接(加長(zhǎng)型接頭)用于鋼筋過(guò)于長(zhǎng)而密集,不便轉(zhuǎn)動(dòng)的場(chǎng)合。鋼筋連接套筒預(yù)先全部擰入一根鋼筋的加長(zhǎng)螺紋上,再反擰人被接鋼筋的端螺紋,轉(zhuǎn)動(dòng)鋼筋半至一圈即可鎖定連接件,可選用標(biāo)準(zhǔn)型連接套筒。
廠考察")
廠考察")
