


我們為您準備了珩磨管【缸筒】信譽有保證產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照
以下是:珩磨管【缸筒】信譽有保證的圖文介紹
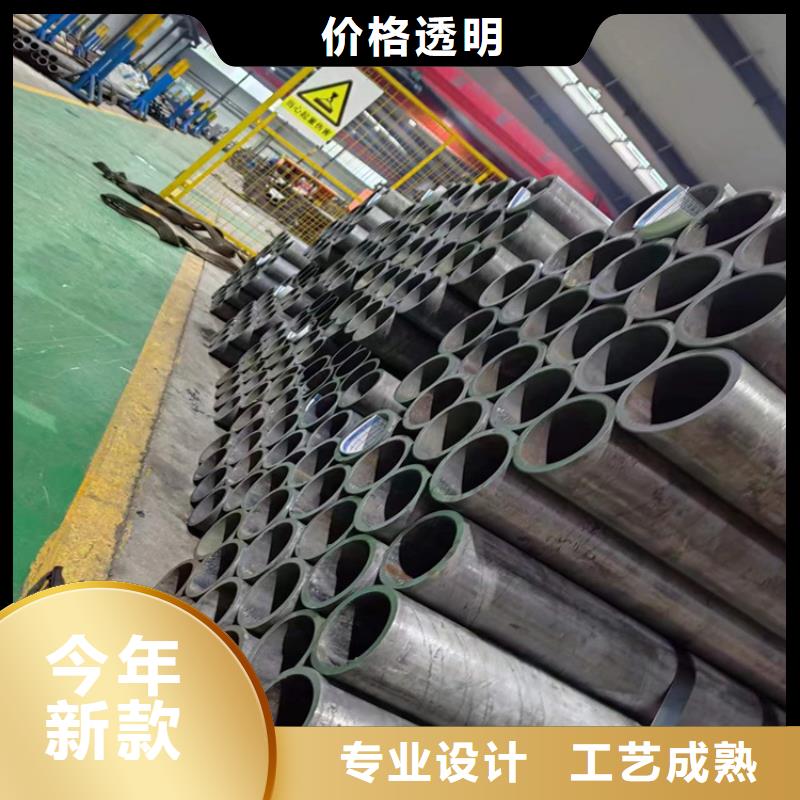
九冶管業有限公司目前已經擁有專業的設計團隊,致力于將 福建研磨管向新型化,推進的同時,增加 福建研磨管的環保性能。并承諾以專業的安裝團隊和完善的售后服務體系,讓您足不出戶享受周到服務。


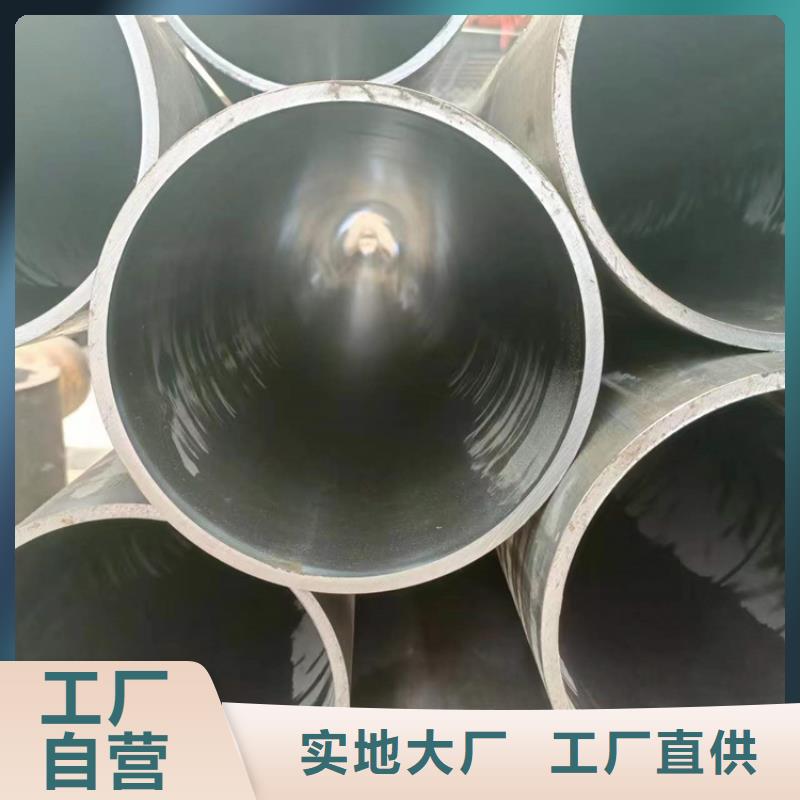
珩磨管的應用1、拆卸液壓油缸之前,應使液壓回路卸壓。否則,當把與油缸相聯接油管接頭擰松時,回路中的高壓油就會迅速噴出。液壓回路卸壓時應先擰松溢流閥等處的手輪或調壓螺釘,使壓力油卸荷,然后切斷電源或切斷動力源,使液壓裝置停止運轉。2、拆卸時要按順序進行。由于各種液壓缸結構和大小不盡相同,拆卸順序也稍有不同。一般應放掉油缸兩腔的油液,然后拆卸缸蓋, 拆卸活塞與活塞桿。在拆卸液壓缸的缸蓋時,對于內卡鍵式聯接的卡鍵或卡環要使用專用工具,禁止使用扁鏟;對于法蘭式端蓋必須用螺釘頂出,不允許錘擊或硬撬。在活塞和活塞桿難以抽出時,不可強行打出,應先查明原因再進行拆卸。3、卸卸前后要設法創造條件防止液壓缸的零件被周圍的灰塵和雜質污染。例如,拆卸時應盡量在干凈的環境下進行;拆卸后所有零件要用塑料布蓋好,不要用棉布或其他工作用布覆蓋。4、拆卸時應防止損傷活塞桿頂端螺紋、油口螺紋和活塞桿表面、缸套內壁等。為了防止活塞桿等細長件彎曲或變形,放置時應用墊木支承均衡。5、油缸拆卸后要認真檢查,以確定哪些零件可以繼續使用,哪些零件可以修理后再用,哪些零件必須更換






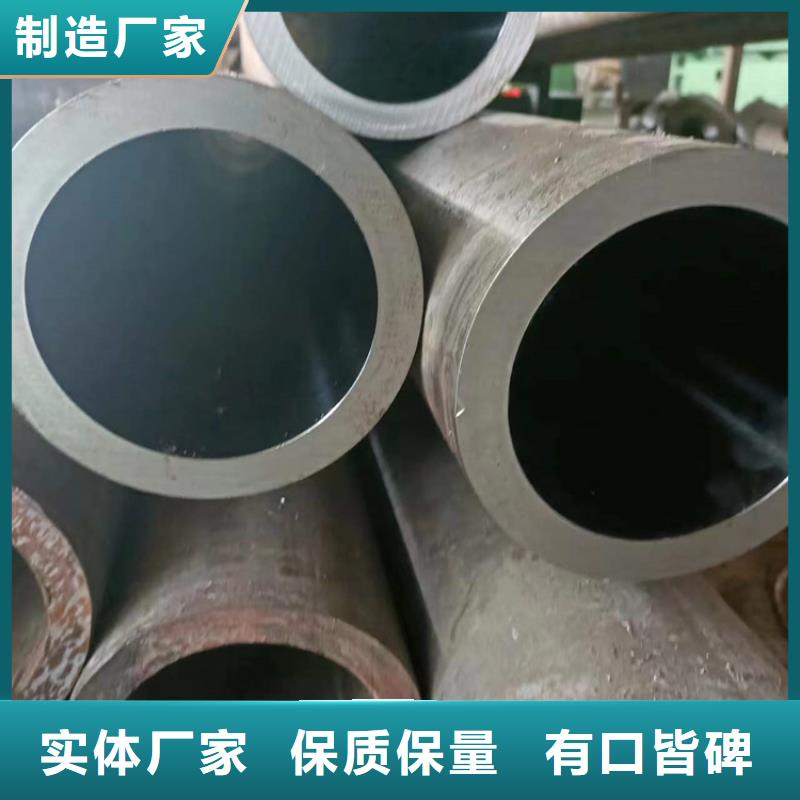
有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。



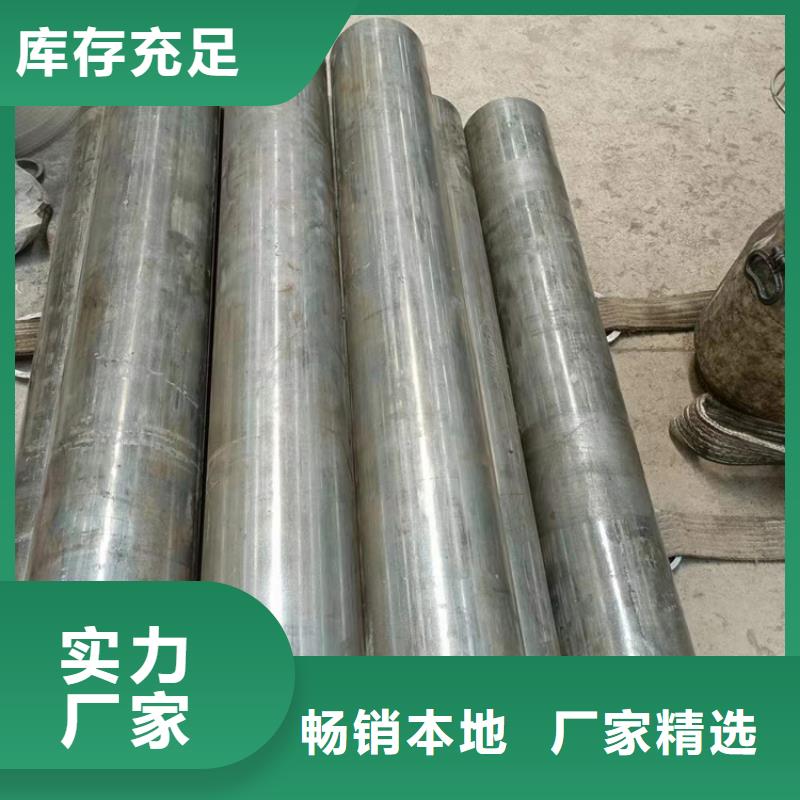
如何給珩磨管設置定壓1、脫落切削階段,這種定壓珩磨,開始時由于孔壁粗糙,油石與孔壁接觸面積小,接觸壓力大,孔壁的凸出部分快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率降低。同時切下的切屑小而細,這些切屑對粘結劑的磨耗也小。因此,油石磨粒脫落少,此時磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續珩磨時油石和孔表面的接觸面積越來越大,細的切屑堆積于油石與孔壁之間不易排除,造成油石堵塞,變得光滑。因此油石切削能力低,相當于拋光。若繼續珩磨,油石堵塞嚴重而產生粘結性堵塞時,油石完全失去切削能力并嚴重發熱,孔的精度和表面粗糙度均會受到影響。此時應盡快結束珩磨。
