


無需長篇大論,觀看【珩磨管_油缸缸筒極速發貨】視頻,讓你瞬間愛上我們的產品。
以下是:【珩磨管_油缸缸筒極速發貨】的圖文介紹
九冶管業有限公司坐落于開發區丁快工業園,是一個集科研、制造、銷售于一體的現代型企業。公司擁有一支經驗豐富的高素質研發隊伍,公司本著“勤奮務實、自主創新”的企業精神,全心致力于 上海奉賢研磨管的研發與制造。公司現有產品: 上海奉賢研磨管。面對未來,我們有充足的信心開拓更廣闊的發展空間,在充滿挑戰的市場競爭形勢下,我們堅持自主創新,不斷優化企業內部管理,為國內外客戶提供輸送方案和產品。


直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊條、焊劑應與所焊管材相匹配,其牌號必須有明確的依據資料,有產品合格證,且在有效使用期內。焊條、焊劑在使用前應按其產品說明書規定烘干,并在使用過程中保持干燥,在當天使用。焊條藥皮應無脫落和顯著裂紋。



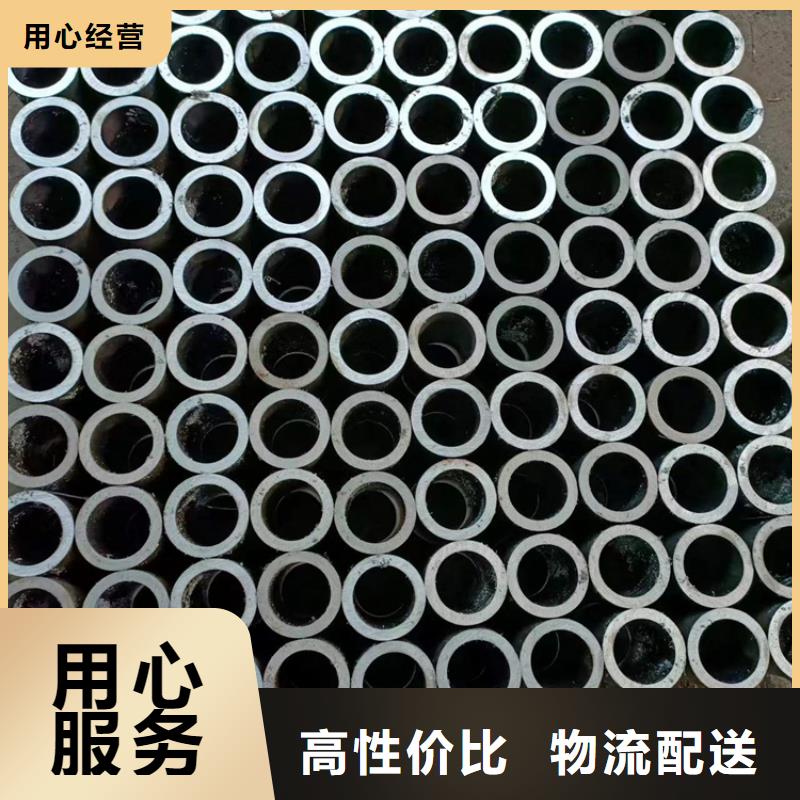
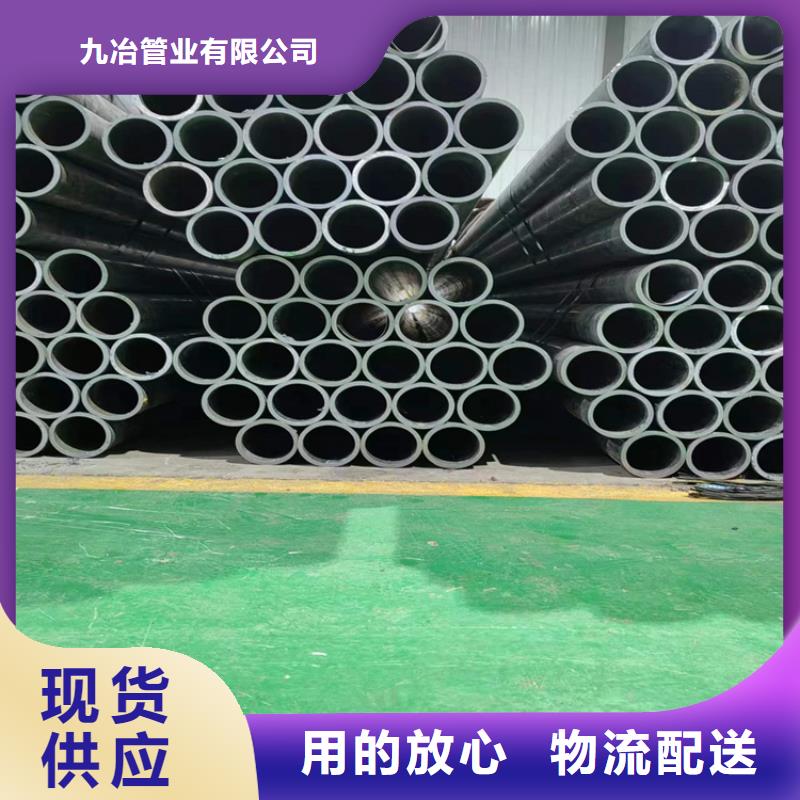
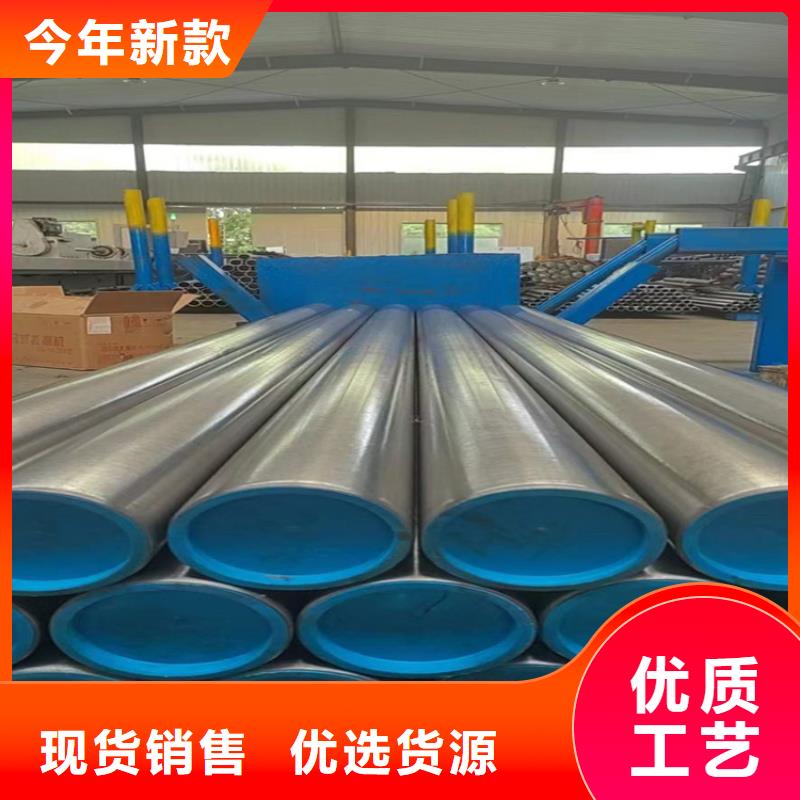
滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,珩磨管利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。油缸專用絎磨管生產加工工藝我廠擁有多臺大型珩磨機和專業的操作人員。主要生產液壓缸筒,標準絎磨管,高精度冷拔管,氣缸管等產品。特殊要求的需定制且雙方協議即可! 絎磨管是用4~6根砂條組成的珩磨頭對內孔進行光整加工。珩磨不但生產率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。


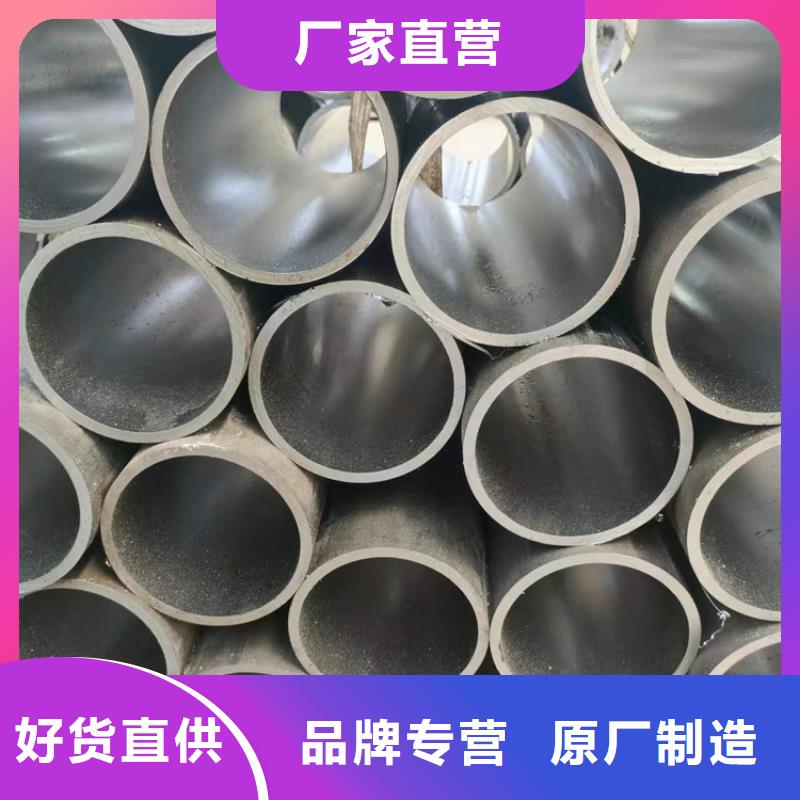
3、珩磨管的表面粗糙度,一般是為多少?珩磨管這一網站產品和關鍵詞,其在表面粗糙度上,一般來講,是為Ra0.4,而且,這也是必須要達到的,是其基本要求。如果,想要得到提高的話,那么,可以用細砂紙打磨,或是使用鏡面加工設備,使其進行鏡面加工,從而,來達到目的。上述這些問題都是關于珩磨管的,給出具體答案好讓大家通過學習,來清楚明白,有正確認識,這樣,也可以避免出錯,進而,在產品的使用及利用上,其使用效果。珩磨管,就是經過絎磨加工的無縫鋼管。珩磨是一種機械加工工藝,通過珩磨頭對冷拔管內孔進行往復高速磨加工工藝加工,使內孔達到我們所需要的公差尺寸及表面粗糙度要求。根據客戶要求珩磨加工,能達到公差范圍(如H7,H8,H9等),粗糙度能達到Ra0.4,橢圓度達到3~5絲范圍內,長度長能到8m。



