

想一睹鋼管折彎合金圓鋼來圖來樣定制產(chǎn)品的真實風采嗎?我們的現(xiàn)場實拍視頻將帶您親臨現(xiàn)場,帶你感受鋼管折彎合金圓鋼來圖來樣定制產(chǎn)品的獨特之處!
以下是:鋼管折彎合金圓鋼來圖來樣定制的圖文介紹

逐一精選,萬次檢測,只為責任,宏鉅天成鋼管有限公司專注于 廣西防城港冷拔方鋼數(shù)十年。在公司和客戶的共同努力下,逐漸發(fā)展成為一家集設計研發(fā)、生產(chǎn)加工、代理經(jīng)銷、技術咨詢?yōu)橐惑w的綜合性實力公司。在 廣西防城港冷拔方鋼業(yè)界擁有良好的口碑。
樹行業(yè)典范,立質(zhì)量標桿。宏鉅天成鋼管有限公司深耕于 廣西防城港冷拔方鋼系列產(chǎn)品的換代升級。近年來,學習國外技術、引進國外設備,建立了一支技術過硬、檢測、管理完善的生產(chǎn)和服務團隊。


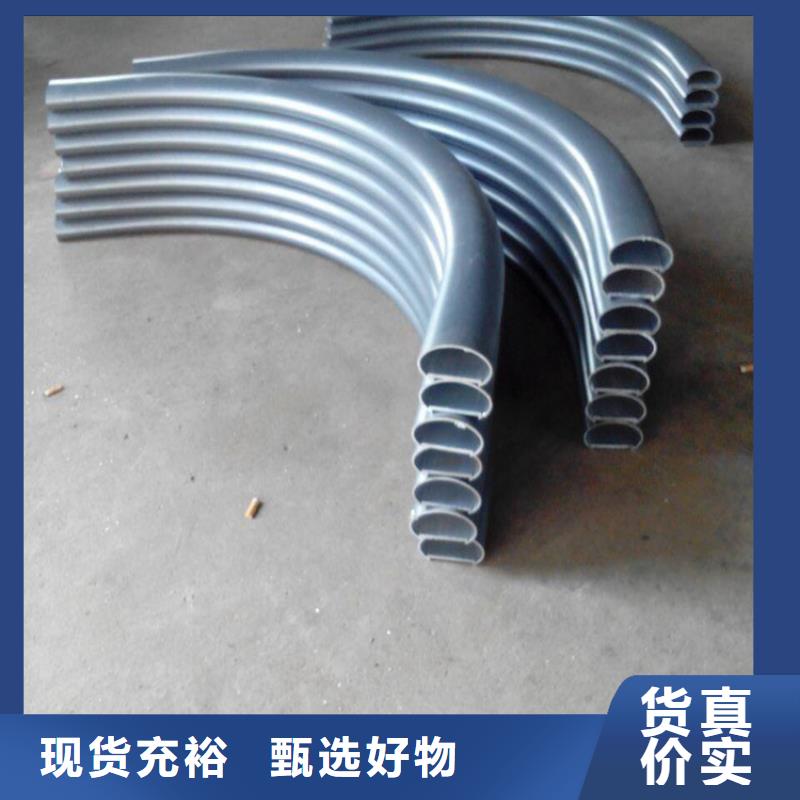
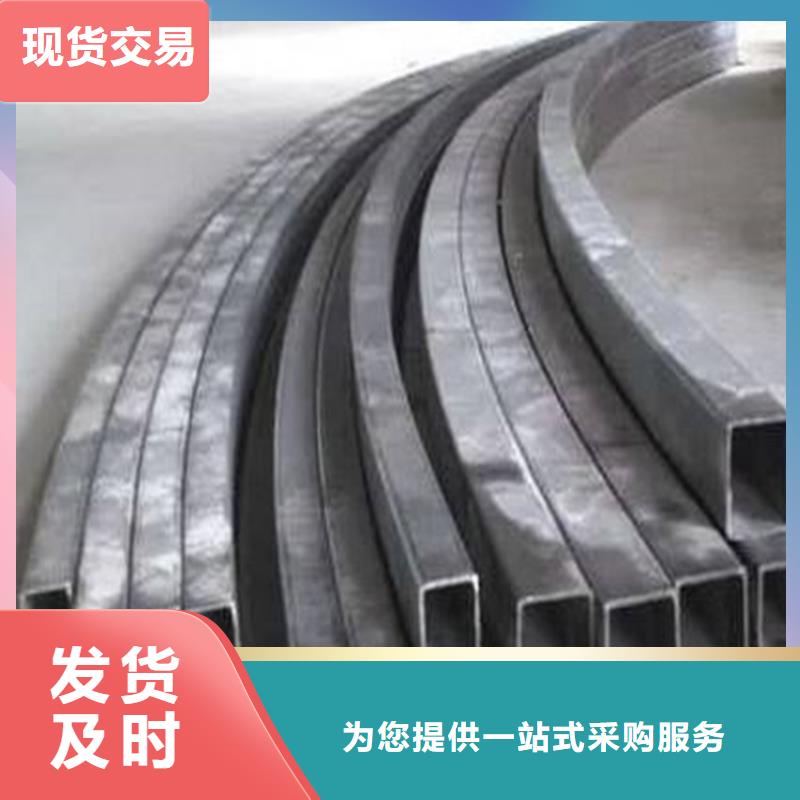
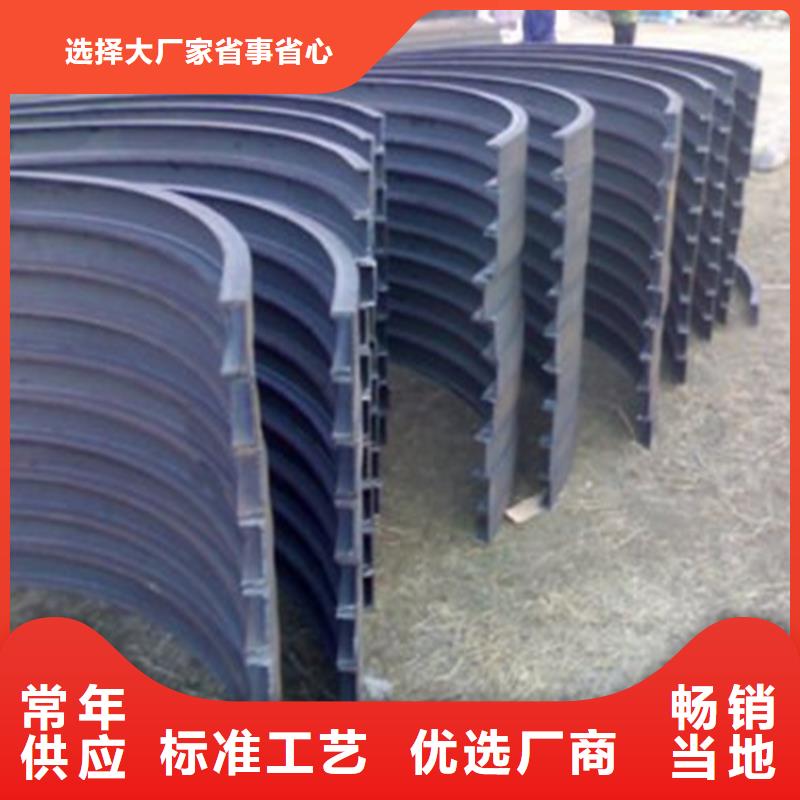
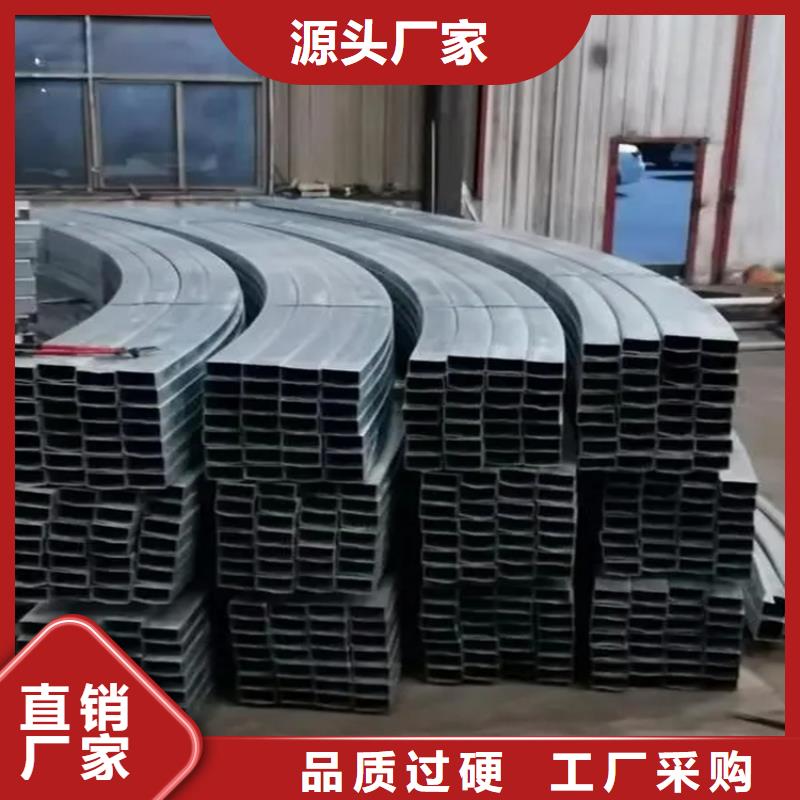
關于鋼管折彎加工廠的應用介紹鋼管折彎加工廠型材因為其良好的機械性能而廣泛應用于航空和汽車工業(yè)中。鋼管折彎加工廠型材拉伸曲折是指將型材預拉伸到資料的屈從限,在堅持的軸向張力的同時進行加載和曲折,鋼管折彎廠使其進入模具的凹槽并成形的曲折進程。在曲折進程中,施加軸向拉力以戰(zhàn)勝內(nèi)側(cè)起皺,截面應力分布,減少回彈,進步成形精度。這是型材鋼管折彎中需求解決的首要問題之一。在拉伸曲折件的生產(chǎn)進程中,依據(jù)拉伸曲折件的外形規(guī)劃,得到拉伸曲折模具的形狀。即使軸向張力在技術規(guī)范規(guī)定的殘余應變下盡可能地增加,因為型材零件的相對大的曲折半徑,仍然存在數(shù)量的回彈。拉伸曲折的曲率仍然很小,所以拉伸后需求進行校準。在型材的拉伸曲折進程中,中性層以下的部分遭到縱向緊縮應力,徑向和寬度方向也遭到緊縮應力。在三維壓應力作用下,容易發(fā)生縱向縮短變形和徑向增稠變形,嚴重時會產(chǎn)生起皺現(xiàn)象。貴陽鋼管折彎廠型材的拉伸曲折首要是指在預拉伸到資料屈從限并堅持的軸向張力之前,型材被加載和曲折的曲折進程,從而將它們壓入模具的空腔中構(gòu)成。




鋼管折彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產(chǎn)品分量,噸;G為投入質(zhì)料分量,噸。成材率與金屬耗費系數(shù)K成倒數(shù)的聯(lián)系。b=(G-W)/G×100=1/K. 式中W為出產(chǎn)過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產(chǎn)過程中產(chǎn)生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質(zhì)料和軋制的產(chǎn)品不同,如有的軋鋼車間以鋼錠為質(zhì)料通過中心開坯,軋制成材;有的車間以鋼錠為質(zhì)料直接軋制成材;有的車間以鋼坯為質(zhì)料軋制成材;還有少量車間則是以鋼材為質(zhì)料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產(chǎn)過程中金屬收得情況,難以反映車間之間在出產(chǎn)技術水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據(jù)具體情況計算。



點擊查看宏鉅天成鋼管有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
