

防城港冷拔扁鋼5×50山東鑫澤制品實體大廠家
 防城港冷拔扁鋼5×50山東鑫澤制品實體大廠家
防城港冷拔扁鋼5×50山東鑫澤制品實體大廠家
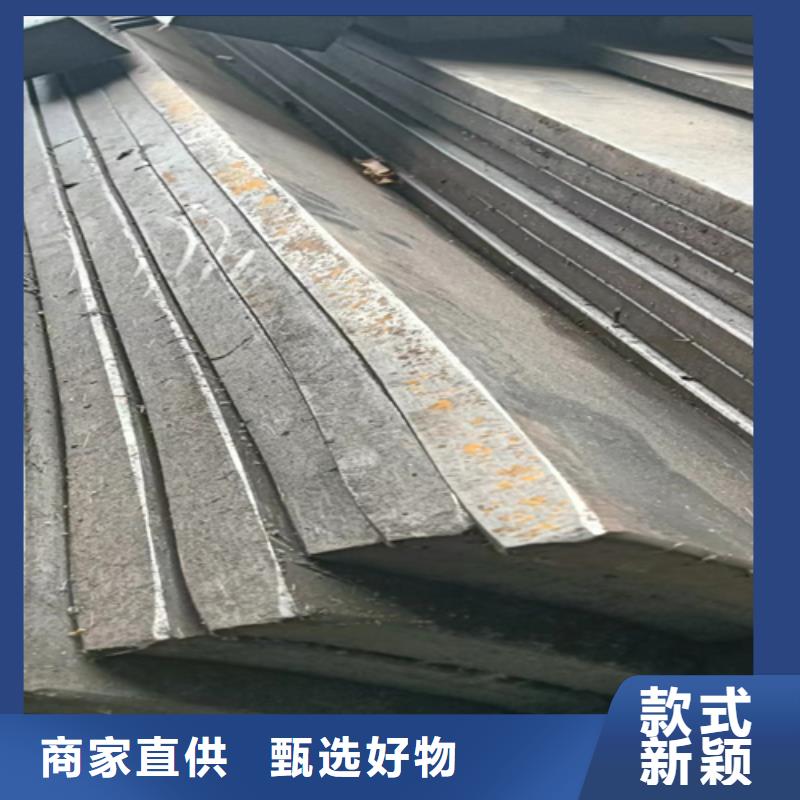
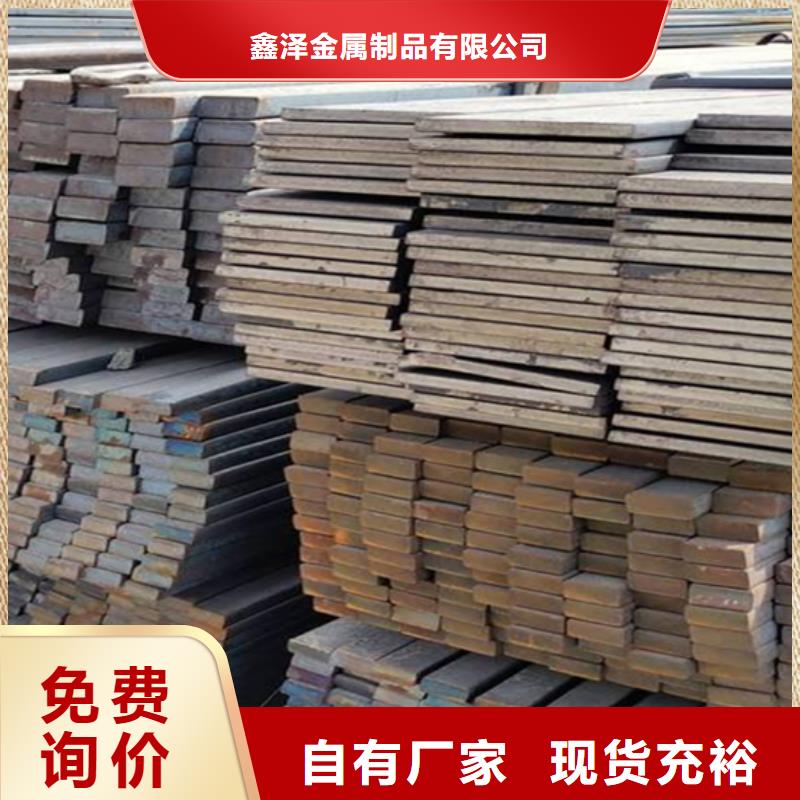
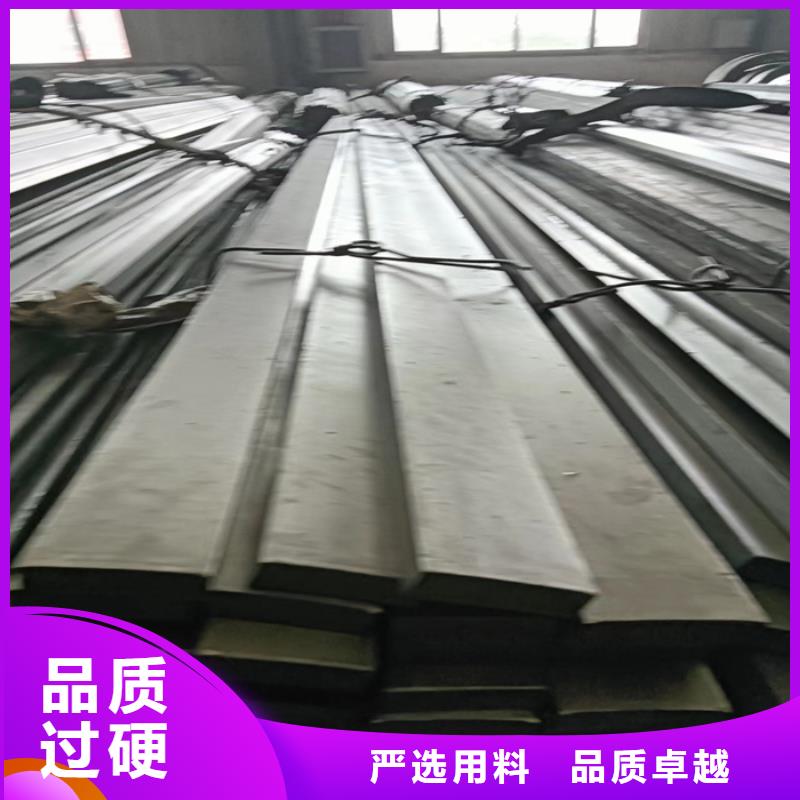
冷拔扁鋼在使用過程中的兩個優點。1、冷拔扁鋼采用負偏差軋制,但按實際重量交貨,利用率較鋼板提高1~5個百分點。2、扁鋼可以按用戶需求,定厚、定寬、定長生產,為用戶減少了切割,并節省工序,降低了人工、材料的消耗,同時也減少了原材料的加工損耗,省力、省時、省料; 產品已專業用于鋼結構制造業、汽車工業、機械制造業、礦山機械、起重機械及其它產業用材。扁鋼與傳統的鋼板的區別 1、品的尺度,三點差,同級差優于鋼板標準;產品平直、板型好。精軋采用連軋工藝,自動活套自動控制,確保不堆鋼不拉鋼,產品尺寸精度高,公差范圍、三點差、同條差、鐮刀彎等參數都優于中板,并且板型直度好。冷剪剪切,長度定尺精度高。2、側邊垂直,菱角清楚。精軋中的二道立軋,保證了兩側邊垂直度好,角清,邊部表面質量好。 3、品規格特殊。厚度在8~50mm寬度150-625mm長度5-15m,且產品規格檔距較密,可以滿足用戶的需求,代替中板使用、不用切割,就可直接進行焊接。4、產品材質采用標準,與鋼板相同。質量技術標準按YB/T4212-2010標準組織生產(Q345B/Q235B分別參照GB/T1591-94,GB/T700-88標準)。5、品表面光潔。工藝中二次采用高壓水除鱗工序,確保鋼材表面光潔。
 <防城港>鑫澤金屬制品有限公司
<防城港>鑫澤金屬制品有限公司
 防城港冷拔扁鋼5×50山東鑫澤制品實體大廠家
防城港冷拔扁鋼5×50山東鑫澤制品實體大廠家

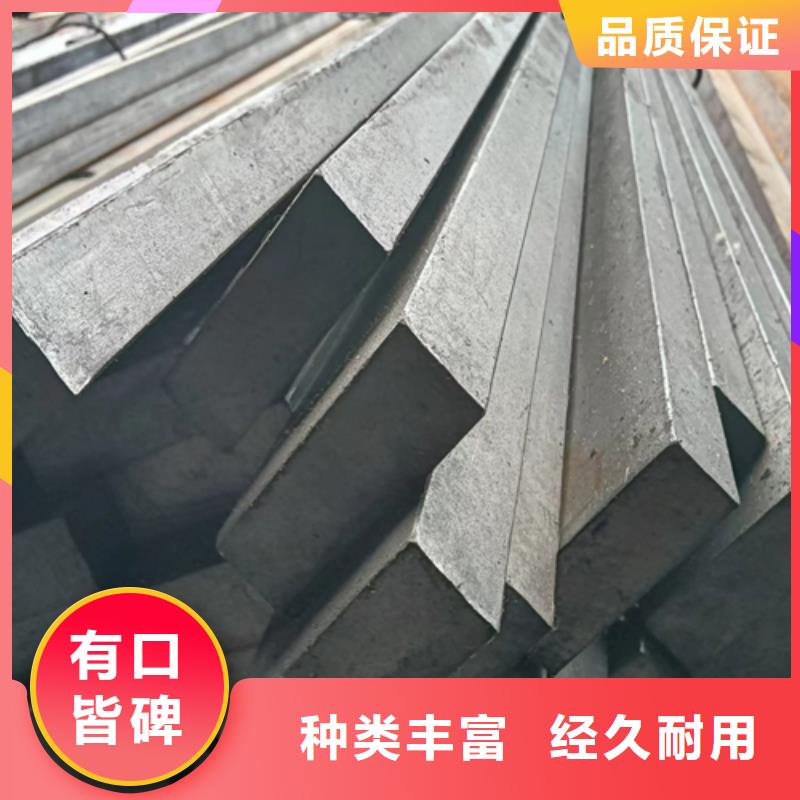
冷拔扁鋼方鋼圓鋼六角鋼異型鋼的應力的控制:對于Ⅱ、Ⅲ、Ⅳ級鋼筋和5號鋼的鋼筋,在冷軋后,作預應力鋼筋使用的,要用冷軋應力控制。但鋼筋冷軋后經檢查,冷軋率超過了規范規定值,還要再進行機械能實驗。冷軋率測定控制要求:以冷軋率控制鋼筋冷軋時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少于4個,每個試件都要按規范規定的冷軋應力測定相應的冷軋率,并取試件的平均值作為該爐該批鋼筋的實際冷軋率。如果鋼筋強度偏高,,平均的冷軋率低于1%時,在鋼筋冷軋時,仍要按1%的冷軋率控制。冷軋速度控制:要使鋼筋充分變形,就要適當控制冷軋速度,一般以0.5--1.0為宜。同時要求,冷軋到規定的應力和冷軋率以后,隨即停拉2--3以后,再放松鋼筋,結束冷軋,以給鋼筋充分變形的時間。冷軋扁鋼可作為制造鐵箍、工具和機械部件的材料。用作建筑物的框架結構和扶手電梯。扁鋼根據其形狀分為兩種:扁鋼有扁彈簧和扁鋼有雙槽在一側。熱軋彈簧扁鋼主要用于制造汽車、拖拉機、鐵路運輸等機械板彈簧。