
縱橫機械制造有限公司本著“以質求信,以質求發展,互惠互利,共謀發展,攜手共創,”。以質量求生存,以客戶滿意為指針,為用戶著想,滿足客戶的一切需求,公司秉承“創新、、求實、奮進”的經營理念,努力打造 湖北鄂州鋼襯塑精英品牌。


襯膠鋼管和襯塑鋼管的差別:
<1>使用期:因為硫化橡膠內襯管一般 由橡膠墊內接,要有鋼筋搭接連接頭,內襯塑料軟管一次成形。因而,在一般的有機化學水運輸和循環水處理中襯塑管道的特性更平穩,使用期更長;在碾磨物質的狀況下,襯塑復合管更經久耐用。
<2>成本費:硫化橡膠內襯和里襯塑料軟管因為原材料和制作工藝的不一樣,在成本費上存有顯著差別。在整體成本費層面,里襯塑料軟管在里襯橡膠軟管優點顯著。



橡膠與鋼管的粘接強度,非橡膠生產企業器膠漿粘接度不強,會造成襯里層受力不能夠很好的分解是,導致局部受力不均,造成了襯膠管道局部快速腐蝕。工礦條件,使用場所、腐蝕性,溫度以及使用強度等都會影響到襯膠管道的使用壽命,因此在選擇之初應對襯膠管道做出合理的分析。耐磨襯膠管件的保溫性好:由于超高分子量聚乙烯管導熱系數比鋼材小1000多倍,可以大大降低管路輸送保溫要求,其溫度性能在-50°C-80°C的環境下使用性能良好,這對于寒冷地帶流體輸送具有重大意義。
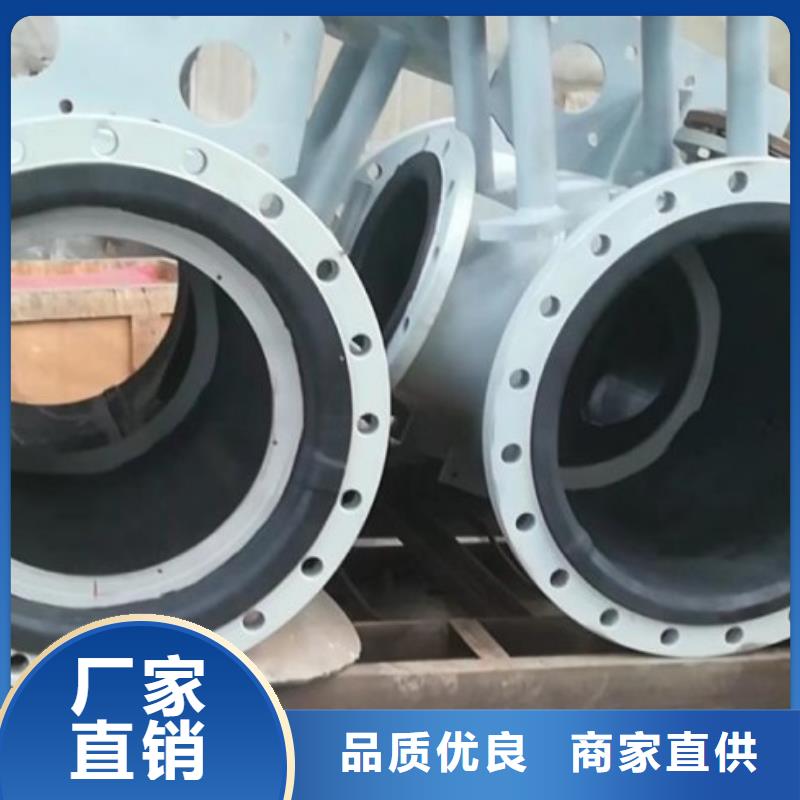
襯膠管道,在日常生活中但是不易看到的,它是一種獨特的管路框架,表面以較為硬的材料所做成,比如說鋼材,這般硬實的材料必然能夠擔負一些十分銳利及其、厚重的物品。襯膠管道十分的抗磨損,就算是一些有機化學鹽酸及其高溫整燙,都不容易損害到這類襯膠管道,終究它的內襯也有一種硫化橡膠做為原材料。那麼,你了解襯膠管道施工步驟是如何的嗎?襯膠管道一般為當場制做、預安裝、外委襯膠管道、制成品管二次安裝。



襯膠管道工程案例:
中國國電集團山西漳澤電力蒲州發電有限公司脫硫車間襯膠管道
山西祥輝華遠煤焦化有限公司脫硫系統襯膠項目
中國大唐集團陜西韓城電廠襯膠管道
北京倍杰特國際環境技術有限公司
河南永銀化工實業有限公司襯膠管路
華能海南電力股份有限公司海口電廠襯膠管道(用于電廠石膏脫硫管道)
貴州岑鞏黔東電廠 脫硫系統襯膠管道項目(用于氨式脫硫脫銷管道)
河南華能沁北電廠
貴州黔北電廠脫硫系統大型襯膠管道
貴州黔西電廠襯膠管道項目
陜西黃陵店頭電廠襯膠管道、管件
河南鑫升焦化集團脫硫系統襯膠管道
常德石門電廠二期工程脫硫系統襯膠管道
山東菏澤電廠脫硫襯膠管
山西陽煤豐喜集團脫硫襯膠管
北京博奇電力科技有限公司脫硫襯膠管
山西陽城電廠脫硫襯膠管道
甘肅省寧夏電廠襯膠管道
山西三建在華陽電廠大型襯膠管道項目
杭州三和環保工程科技有限公司大型襯膠管道項目
內蒙古呼和浩特發電廠脫硫襯膠管道
河北唐山方盟工貿脫硫襯膠管
洛陽瑞塔橡膠有限公司襯膠管道項目
河南動能電力設備有限公司
中化三建集團大型襯膠襯塑管道項目
山西鑫升焦化有限公司
廣州貨州金鑰匙電力設備有限公司
河南動能電力設備有限公司
廣東正田電力設備有限公司
華潤集團駐馬店古城電廠2*300MW機組脫硫襯膠管道項目
北方銅業大型粉煤灰輸送管
湖北宜昌昌福商貿脫硫襯膠管
安徽馬鞍山桓泰環保有限公司脫硫襯膠管道
河南永銀化工有限公司20萬噸/年聚氯乙烯工程襯膠、襯塑管道
錦州石化熱電廠脫硫系統襯膠管道
珠海萊凱達機電設備有限公司電廠用襯膠管道
廣州自閥東鍋機械有限公司襯膠管道
遼寧盤錦新飛宇機電設備有限公司襯膠管道
山西陽煤豐喜化肥有限公司燒堿廠 脫硫管道項目(平陸縣、稽山縣)
湛江紙鳴造紙有限公司襯膠管道項目
廣東汕頭熱電廠襯膠管道項目
云南曲靖熱電廠除鹽水襯膠管道項目



襯膠管道優點:
1、結構優良:管材的增強骨架鋼管與橡膠層使用高性能的粘合劑復合為一個整體,采用特殊工藝經公司的專業硫化設備復合硫化成型,克服了鋼管耐壓不耐磨, 塑料、橡膠耐磨不耐壓以及玻璃鋼脆抗沖擊性能差等缺點,同時具備鋼管和耐磨橡膠的共同優點,綜合性價比卓越。
2、耐磨性能好, 壽命長:磨耗值測試結果一般在0.03~0.20 cm3/1.61km范圍內,約為塑料的3~5倍,耐磨性比鋼管高4-6倍。
3、強度高, 抗沖擊性高:橡膠彈性體的密度低(1.2g/cm3),重量輕,具有較好的吸振性能和優異的耐機械沖擊性能,高強度, 剛性好, 不產生蠕變,抗沖擊,抗震, 抗水錘性能強,便于運輸, 安裝和維護。
4、防腐性能卓越:我公司采用的內襯橡膠化學性能非常穩定,能耐絕大多數腐蝕性介質和有機溶劑的侵蝕,比聚乙烯、聚丙烯、尼龍、ABS等塑料更耐腐蝕。除強氧化性酸液外,在一定溫度和濃度范圍內能耐各種腐蝕性介質(酸、堿、鹽)及有機介質(萘溶劑除外),在20℃和80℃的80種有機溶劑中浸滯30天,外表無任何反常現象,其它物理性能也幾乎沒有變化。
襯膠管道制造工藝簡述
(1)根據買方蓋章圖紙要求的長度切割鋼管,切割后進行焊接法蘭。
(2)待質檢人員檢查合格后在二保自動焊接機上進行焊接,焊接時先焊里幾遍,然后焊外口,焊縫高度不低于小板厚,焊完后檢查無氣孔、砂眼、漏焊時,轉入噴砂工序。
(3)焊縫檢驗:按標準抽檢。
(4)噴砂時鋼管內壁不允許有銹跡,均允一致,以保證襯膠粘接強度要求,達到Sa2.5以上級別,經檢驗合格后轉入脫脂程序。
(5)脫脂后進行鋼管、突臺刷粘合劑,干燥后再刷涂一遍膠漿。待干燥后兩頭封好,存放在指定地點待用。
(6)擠出無縫膠管。按產品所需用的膠種切膠、進行混煉、開煉、待放一定時間,按根據膠管的直徑及厚度擠出耐磨無縫膠管。
(7)無縫膠管根據管道長度進行裁剪,汽油清洗后打毛,刷涂一層膠漿。待干后棉布蓋住待用。如對于管件(如彎管沖擊外弧、三通相貫線等)有局部加厚,需根據圖紙要求下料加厚膠片,并進行打毛刷膠漿處理。
(8)復合脹管:
將局部加厚(如果有)的膠片貼到圖紙指定位置后,將處理好的膠管放入鋼管內,選用定制的氣囊穿入無縫膠管內的一端,然后氣囊通過牽引設備拖動,對膠管與鋼管之間完全貼合。往返重復兩次后,氣囊放氣后取出。
(9)上兩端封頭,用于成形管道端部的直角翻邊和水紋線凹凸密封結構。
(10)按照硫化工藝,設定溫度、時間、壓力進行硫化。
(11)修整。
(12) 三油二布外防腐(根據甲方要求)。
(13)檢驗:進行外觀、電火花、厚度檢查。
(14)出廠前應根據訂貨清單對管道進行分類編號,并明顯標識于管道外壁上。