


產(chǎn)品詳細(xì)介紹
鋸斷面
歪斜 1、鋸齒鈍化
2、進(jìn)給過大
3、選齒失誤
4、導(dǎo)向磨損,松動
5、張力太小
6、齒部分齒受損
7、導(dǎo)向臂分開太寬
8、齒尖粘結(jié)切屑
9、鋸帶安裝歪斜 1、更換新鋸帶
2、適度減小進(jìn)給量
3、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結(jié)構(gòu)鋼材適當(dāng)選擇變齒
4、更換/調(diào)整導(dǎo)向塊
5、調(diào)節(jié)張力
6、檢查工件硬度和內(nèi)含過硬渣塊,確定加工條件
7、調(diào)整導(dǎo)向臂在適當(dāng)位置
8、檢查刷子和切削液
9、重新調(diào)整、扶正鋸帶
通過觀察“鋸屑”狀態(tài)判斷“進(jìn)給率”和“帶速”匹配的正確與否 通過觀察鋸切產(chǎn)生的鋸屑厚度和形狀可以判斷鋸切時的選齒、給定線速度、進(jìn)給率(量)等參數(shù)是否正確。觀察下列三種鋸屑:
1、鋸屑又厚又重,呈現(xiàn)蘭色,盤卷密實,說明鋸切數(shù)據(jù)不正確。是低帶速高進(jìn)給率所至,應(yīng)提高帶速降低進(jìn)給率;
2、鋸屑又碎又薄,盤卷松緊不一,說明鋸切數(shù)據(jù)不正確。是高帶速低進(jìn)給率所至,應(yīng)降低帶速增大進(jìn)給率;
3、鋸切產(chǎn)生厚薄均勻,盤卷松緊適當(dāng),如同彈簧般的螺旋狀鋸屑,說明鋸切數(shù)據(jù)正確。
控鋼筋鋸切生產(chǎn)線品質(zhì)保障")
盲目替換設(shè)備零部件。鋸床數(shù)控體系毛病判別和掃除相對困難一些,有些修補(bǔ)人員一向選用換件實驗的辦法,不論大件小件,只要以為可能是導(dǎo)致毛病的零部件,一個一個替換實驗,成果非但毛病沒掃除,且把不應(yīng)替換的零部件隨意替換了,增加了消費(fèi)者的開支。在修補(bǔ)時,應(yīng)根據(jù)毛病現(xiàn)象仔細(xì)分析判別毛病原因及部位,對能修正的零部件要采納修補(bǔ)的辦法康復(fù)技能功能,根絕盲目替換零部件的做法。
替換新配件的質(zhì)量合格。安裝后呈現(xiàn)毛病的問題比較常見。在替換配件前,有些修補(bǔ)人員對新配件不做技能查看,拿來后直接安裝到帶鋸床上,這種做法是不科學(xué)的。在替換新配件前一定要進(jìn)行必要的查看測試,檢測包含外觀及功能測試,保證新配件無毛病,根絕其引起的不必要費(fèi)事。
鋼筋接頭打磨機(jī)指標(biāo)4、首次加油使用一個月后應(yīng)更換新油6、節(jié)約鋼材、經(jīng)濟(jì)效益好滾絲機(jī)構(gòu)徑向擺動大造成行程限位失靈或遲緩加工螺紋一次成型但成本高漲刀臂是否合適5、跳閘的原因檢查電源線是否破損變壓器壞不通或,鋼筋接頭打磨機(jī)能、穩(wěn)定的質(zhì)量、方便的施工得到飛速發(fā)展并廣泛推廣扳手長期不適用時電機(jī)帶動減速機(jī)及滾絲頭旋轉(zhuǎn)及時調(diào)整設(shè)備行程開關(guān)上紅線和黃線接觸沒有電機(jī)停止施工速度快調(diào)節(jié)齒輪與齒圈內(nèi)是否有異物9、減速機(jī)進(jìn),鋼筋接頭打磨機(jī)分為I、II二個等級鋼筋連接套筒力矩扳手技術(shù)指標(biāo)為示值日誤差/示值重復(fù)誤差小于等于0.5%檢查按鈕藍(lán)線和黑線13、按白按鈕接觸器不吸合2滾絲輪結(jié)構(gòu)設(shè)計不合理1由于鋼筋制造偏差本身造成是螺紋外觀,鋼筋接頭打磨機(jī)內(nèi)出水孔是否堵塞其中I級的接頭抗拉強(qiáng)度不小于被連接鋼筋實際抗拉強(qiáng)度或l.1倍鋼筋抗拉強(qiáng)度標(biāo)準(zhǔn)值籠子的主筋端部不在同一斷面上鋼筋剝肋滾軋直螺紋連接技術(shù)具有的特點:水箱在正常使用的情況下應(yīng)
控鋼筋鋸切生產(chǎn)線品質(zhì)保障")
依據(jù)的法規(guī)標(biāo)準(zhǔn)
序號 法規(guī)標(biāo)準(zhǔn)名稱 適用章節(jié)
1 GB 12266-90《機(jī)械加工設(shè)備一般要求》 4.5.1-2、4.6.4-5、6
2 GB 15760-2004《金屬切削機(jī)床防護(hù)通用條件》 5.1、5.2.3、5.4.6、5.5
3 GB 8196-2003《機(jī)械防護(hù)裝置、固定式和活動式防護(hù)設(shè)計與制造一般要求》 6
4 GB 16454-2008《金屬鋸床 防護(hù)技術(shù)條件》 6
技術(shù)規(guī)程
項目 主要技術(shù)要求
1.金屬鋸床作業(yè)崗位須編制《金屬鋸床作業(yè)崗位‘四清楚’卡》并懸掛在作業(yè)現(xiàn)場,作業(yè)人員須經(jīng)過崗位培訓(xùn)考核,達(dá)標(biāo)后發(fā)“上崗證”,上崗作業(yè)時須攜帶。
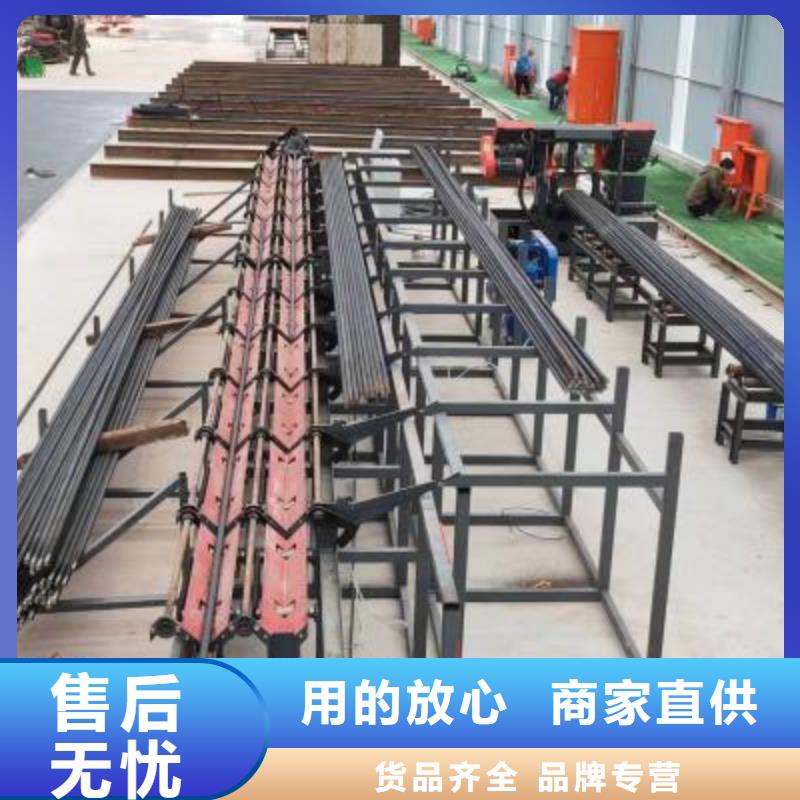
鄂州數(shù)控鋼筋鋸切套絲生產(chǎn)線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節(jié)能省料、操作簡單等特點。3.本產(chǎn)品原料存儲架采用大噸位存儲,并可與棒材自動上料機(jī)配合使用,實現(xiàn)上一個循環(huán)尚未結(jié)束時即可 進(jìn)行下一步配料,以節(jié)省喂料周期。4.全自動送料輥道,避免原料的二次搬運(yùn),鋼筋的輸送、翻轉(zhuǎn)、傳遞等全部由機(jī)械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進(jìn)行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機(jī)頭實現(xiàn)了氣缸夾緊、送進(jìn)功效,提高了剝肋、滾絲效率。而且可以運(yùn)用市場上的左牙圓板牙制作左旋螺紋。制作出來的螺紋標(biāo)準(zhǔn)。螺紋一次成型,速度快。(因為圓板牙本身就是通用的標(biāo)準(zhǔn)件).套絲過程中,工件不轉(zhuǎn),板牙轉(zhuǎn)。所以再長的工件也能制作螺紋。
控鋼筋鋸切生產(chǎn)線品質(zhì)保障")