
不要猶豫,花一分鐘時(shí)間觀看我們的鋁合金型材鍍鋅工角槽同行低價(jià)產(chǎn)品視頻吧!您將發(fā)現(xiàn)更多令人贊嘆的細(xì)節(jié)和優(yōu)勢,為您的購買決策提供有力參考。
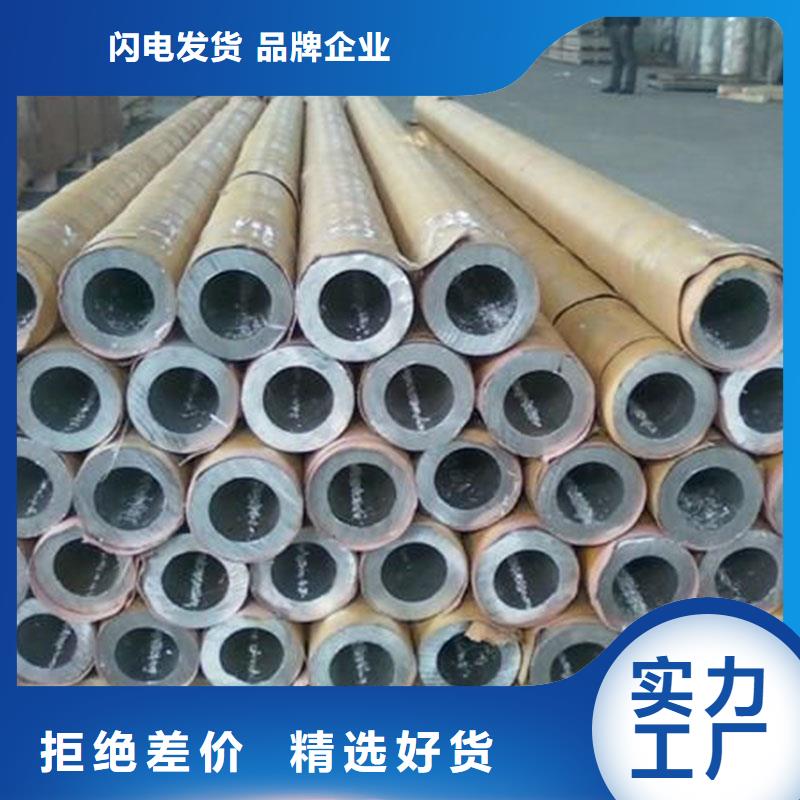
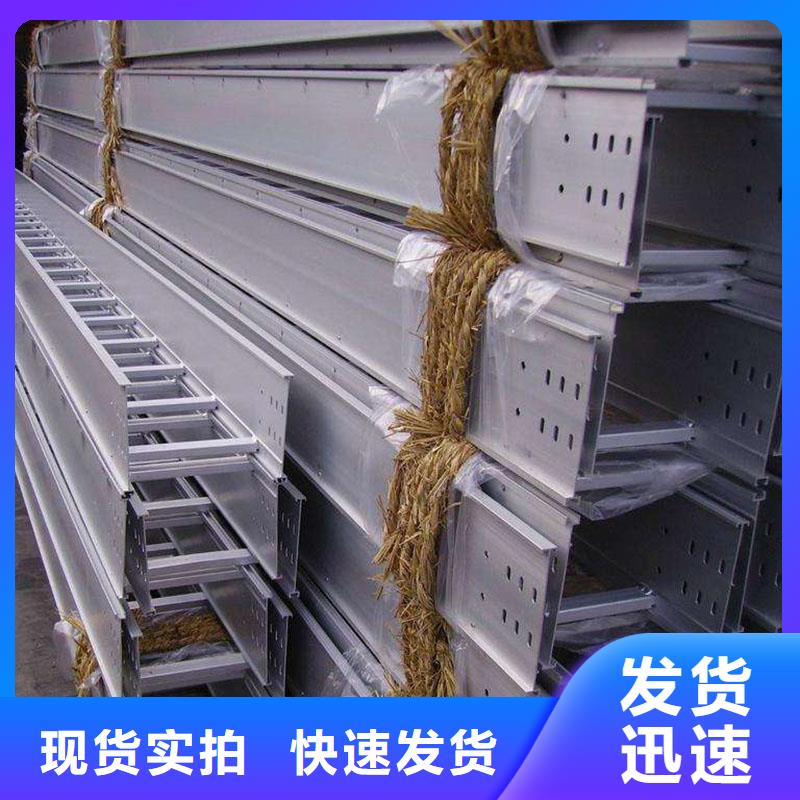
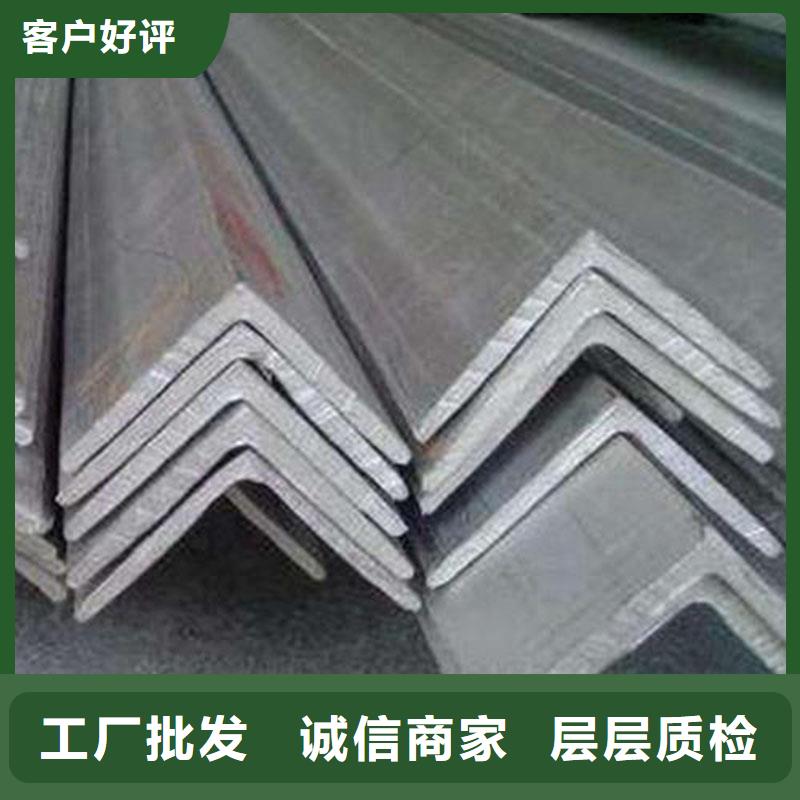
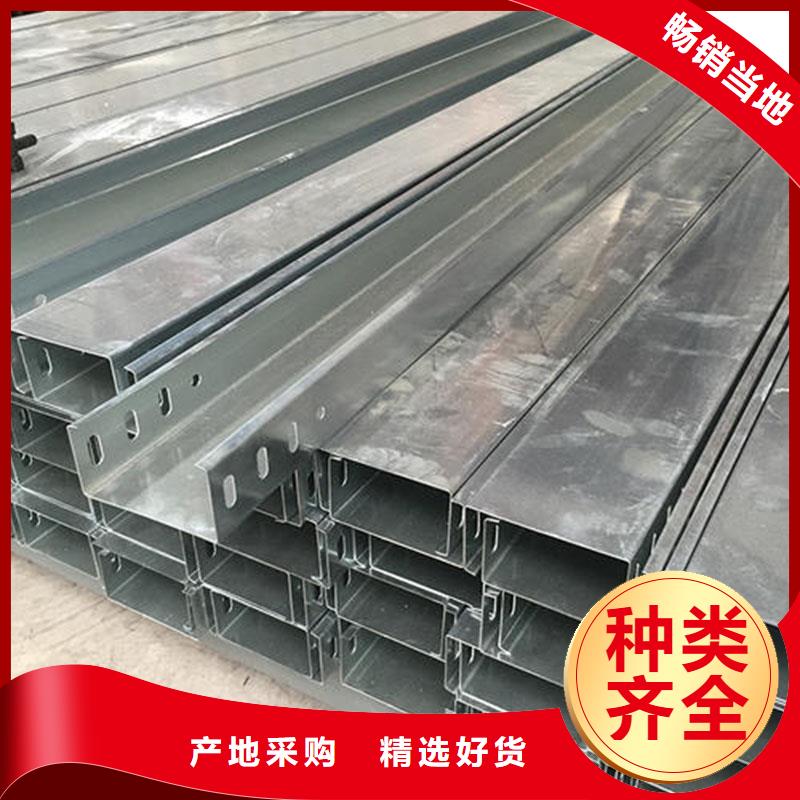
以下是:鋁合金型材鍍鋅工角槽同行低價(jià)的圖文介紹
")
恒永興金屬材料銷售 有限公司堅(jiān)持“用專業(yè)說話”的設(shè)計(jì)哲學(xué)及豐富的視野,始終聚焦客戶需求,堅(jiān)持自主研發(fā),堅(jiān)持以人為本,注重人才培養(yǎng),致力于企業(yè)文化建設(shè),全體員工精誠團(tuán)結(jié)、不斷創(chuàng)新;并與國內(nèi)外數(shù)千家企業(yè)建立了長期穩(wěn)定的合作關(guān)系,力爭為用戶提供優(yōu)質(zhì)的 湖北恩施低中壓鍋爐管產(chǎn)品、優(yōu)質(zhì)的服務(wù),的解決方案,為我國 湖北恩施低中壓鍋爐管行業(yè)的發(fā)展做出巨大的貢獻(xiàn)。
")
")
雙色鋁型材生產(chǎn)過程中要注意的十個(gè)問題:(1)選擇寬度、厚度適中的貼膜;由于鋁型材加工斷面形狀復(fù)雜,外表向?qū)挕⒄瓚沂廨^大,容易將飛邊吹起,降低貼膜的遮蓋能力,影響噴涂質(zhì)量。貼膜過窄,則遮蓋不住,顯然不能噴涂。另一方面,在選擇貼膜厚度時(shí),只要能遮蓋,具有彈性即可,不一定選擇太厚的貼膜,因太厚的貼膜將增加鋁型材加工生產(chǎn)成本,而且也沒有必要。(2)貼膜后及時(shí)噴涂。型材貼膜以后,應(yīng)及時(shí)進(jìn)行噴涂,停放時(shí)間越短越好。如果停放時(shí)間太長,由于貼膜上的膠干燥,失去粘度,特則是經(jīng)風(fēng)一吹,貼膜脫落,導(dǎo)致噴涂同難。因此,為了確保貼膜及噴涂質(zhì)量,一般貼膜以后的停放時(shí)間不要超過16h。(3)選樣粘度適中的貼膜。在雙色鋁型材加工生產(chǎn)中,貼膜的合理選擇是關(guān)鍵。貼膜的粘度過低則貼不住。貼膜容易脫落,給噴涂帶來相當(dāng)大的難度。貼膜的粘度過大,說明貼膜上的膠比較多,當(dāng)貼膜撕掉后,容易將貼膜上的膠粘在型材上,影響型材的表面質(zhì)量,另一方面,在選擇貼膜時(shí),盡可能選用膠的成分與涂漆成分一致或相接近,這樣可減輕對漆膜色澤的影響。山東鋁型網(wǎng)(4)確定顏色、分界面及分界線。鋁型材加工在噴涂之前,一定要根據(jù)型材的使用功能以及客戶的要求(合同要求),分清每個(gè)面所要噴徐的顏色,分界面是哪個(gè)面,分界線是哪條線,在什么位置:一般來說,內(nèi)側(cè)是淺色,外側(cè)是深色在弄清了分界面、分界線及顏色的要求之后才能貼膜,要注意千萬不能將膜的位置貼錯。(5)貼膜質(zhì)量:貼膜是雙色鋁型材加工加工中的一道關(guān)鍵工序,貼膜質(zhì)量的好壞,直接影響到鋁型材加工的表面質(zhì)量,主要包括以下幾個(gè)方畫:一是貼膜時(shí)盡可能不要使貼膜形成過大的張力,也就足說不能使貼膜發(fā)生變形,否則貼好后的貼膜容易收縮,使鋁型材加工兩端出現(xiàn)無貼膜現(xiàn)象;另一方面,鋁型材加工兩端貼膜斷開時(shí),要用刀片切開,而不能拉斷,否則,拉斷的貼膜仍然要收縮;二是貼膜寬度要與貼面寬度相吻合,一般情況下,貼膜寬度稍大于鋁型材加工的貼面寬度,若是貼膜過寬,超出鋁型材加工邊緣過多,當(dāng)噴涂時(shí),容易被壓縮空氣吹起,若是貼膜過窄,不能完全遮蓋,顯然是不行的;四是貼面分界線在溝槽邊緣時(shí),一定要將;貼膜的飛邊壓入溝槽內(nèi),否則,噴涂時(shí)氣流容易將貼膜吹起,影響鋁型材加工噴涂質(zhì)量;五是貼膜時(shí),一定將貼膜貼平,防止皺折、卷縮等現(xiàn)象;六是對于斷面形狀復(fù)雜的型材,如果一次貼膜困難時(shí),可以分兩次或多次貼膜,保證貼膜的覆蓋質(zhì)量;七是對一些壁厚較薄或懸臂較大等特殊斷面的鋁型材加工,貼膜時(shí)不能壓得太緊,一定要注意不能使鋁型材加工產(chǎn)生變形;八是 次噴涂后,鋁型材加工的停放時(shí)間不能過長,否則會使型材表而落上灰塵,導(dǎo)致貼膜困難,從而影響貼膜質(zhì)量:山東鋁型材模具廠(6)嚴(yán)格執(zhí)行貼膜工藝。鋁型材加工貼膜必須經(jīng)過 次噴涂后再貼,不允許型材鉻化后直接貼膜,這是因?yàn)橘N膜上有膠,如果直接將貼膜貼在鉻化層上,膠就會粘在鉻化層上,或者撕貼膜時(shí),就會將鉻化層,撕掉,這樣就會大大降低漆膜的附著力,*終影響鋁型材加工的噴涂質(zhì)量,導(dǎo)致漆膜脫落,其后果不堪設(shè)想。(7)撕膜時(shí)間。鋁型材加工經(jīng)貼膜、噴涂以后,要撕去貼膜,但不能噴涂后馬上就撕去貼膜,要控制好撕膜。-般來說,噴涂后經(jīng)過流平,漆膜基本凝固,這一過程不能少于10min.然后才能撕去貼膜撕膜。否則,漆膜未開,撕膜的過程中容易將貼膜落在鋁型材加工上,影響漆膜質(zhì)量。另一方面,撕膜的時(shí)候動作要快,以免影響撕膜質(zhì)量。(8)避免多次返工。在雙色鋁型材加工生產(chǎn)過程中,由于各種因素影響,返工是不可避免的,但是每返工一次就要增加一次固化。對漆膜來說。多次噴涂,漆膜厚度不斷增加,再經(jīng)多次固化,降低了漆膜附著力,容易造成漆膜脫落。因此,在雙色鋁型材加工的生產(chǎn)中盡可能避免多次返工。廣東鋁型材模具廠(9)膜厚的合理控制、雙色鋁型材加工生產(chǎn)是要經(jīng)過兩次以上的噴涂,如果我們還像單噴那樣操作,就會導(dǎo)致有的面漆膜較厚,有的面漆膜較薄,從而引起膜厚嚴(yán)重不均勻。因此在噴涂時(shí)就要進(jìn)行合理控制, 次噴徐時(shí),只需對著面重點(diǎn)噴涂,而另一面可以不涂或少涂。第二次噴涂叫,閃樣盡可能對需要的面重點(diǎn)噴,其他面不噴或少噴,同時(shí)還要根據(jù) 次噴涂情況以及選用的涂漆顏色.合理地控制第二次噴涂厚度,但必須保證第二次噴涂對前一次噴涂的浚蓋效果。(10)噴涂順序雙色鋁型材加工,需要涂上兩種顏色,有兩種顏色必然存在深色與淺色,噴涂必然有先有后,噴涂前必須要考慮哪種顏色先噴,哪種顏色后噴,要根據(jù)具體情況而定,若是先噴淺色、后噴深色,則先噴涂的淺色就要經(jīng)過兩次固化,即兩次烘烤,容易將淺色烘烤變色,若是先噴深色、后噴淺色,則后噴淺色對前噴深色的覆蓋性受到一定影響,要想覆蓋深色就要增加漆膜厚度,但是漆膜厚到一定的程度后,又容易產(chǎn)生脫膜現(xiàn)象。因此。在實(shí)際生產(chǎn)中,采用先淺后深的工藝較為可行。
")
")
")
為了減少火災(zāi)的危害,保護(hù)人身財(cái)產(chǎn),在建筑內(nèi)合理的設(shè)置防煙排煙系統(tǒng)是十分必要的。其中防煙排煙系統(tǒng)的耐火極限是一個(gè)非常重要的性能指標(biāo)。根據(jù) 標(biāo)準(zhǔn)《GB51251-2017建筑防煙排煙系統(tǒng)技術(shù)標(biāo)準(zhǔn)規(guī)定》:4.4.8排煙管道的設(shè)置和耐火極限應(yīng)符合下列規(guī)定:1、排煙管道及其連接部件應(yīng)能在280℃時(shí)連續(xù)30min保證其結(jié)構(gòu)的完整性。2、豎向設(shè)置的排煙管道應(yīng)設(shè)置在獨(dú)立的吊頂內(nèi),其耐火極限不應(yīng)低于0.50h。3、水平設(shè)置的排煙管道應(yīng)設(shè)置在吊頂內(nèi),其耐火極限不應(yīng)低于0.05h;當(dāng)確有困難時(shí),可直接設(shè)置在室內(nèi),但管道耐火極限不應(yīng)小于1.00h。4、設(shè)置在走道部位吊頂內(nèi)的排煙管道,以及穿越防火分區(qū)的排煙管道,其管道的耐火極限不應(yīng)小于1.00h,但設(shè)備用房和汽車庫的排煙管道耐火極限可不低于0.05h。根據(jù)國標(biāo)GB51251-2017,為了防止火焰燒壞防排煙風(fēng)管而蔓延到其他防火分區(qū),要求防排煙管道的耐火極限不小于1.0小時(shí)。建筑防排煙風(fēng)管一般采用白鐵皮或鍍鋅鐵板鈑金加工制得,CAS-FR高性能鋁鎂質(zhì)防火絕熱材料整體耐火時(shí)間≥1.5h,使用CAS-FR高性能鋁鎂質(zhì)防火絕熱材料能夠達(dá)到 標(biāo)準(zhǔn)規(guī)定的耐火極限要求。CAS FR高性能鋁鎂質(zhì)防火絕熱材料的性能特點(diǎn):1、防火板為復(fù)合材料,導(dǎo)熱系數(shù)達(dá)到小于0.045W/m.k 2、防火板表面的納米材料涂層,了耐火性能及其持續(xù)性;3、耐高溫粘接劑的直接粘接,讓施工更簡單,整體造價(jià)更經(jīng)濟(jì)。
")
恒永興金屬材料銷售 有限公司
")
點(diǎn)擊查看恒永興金屬材料銷售
有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】