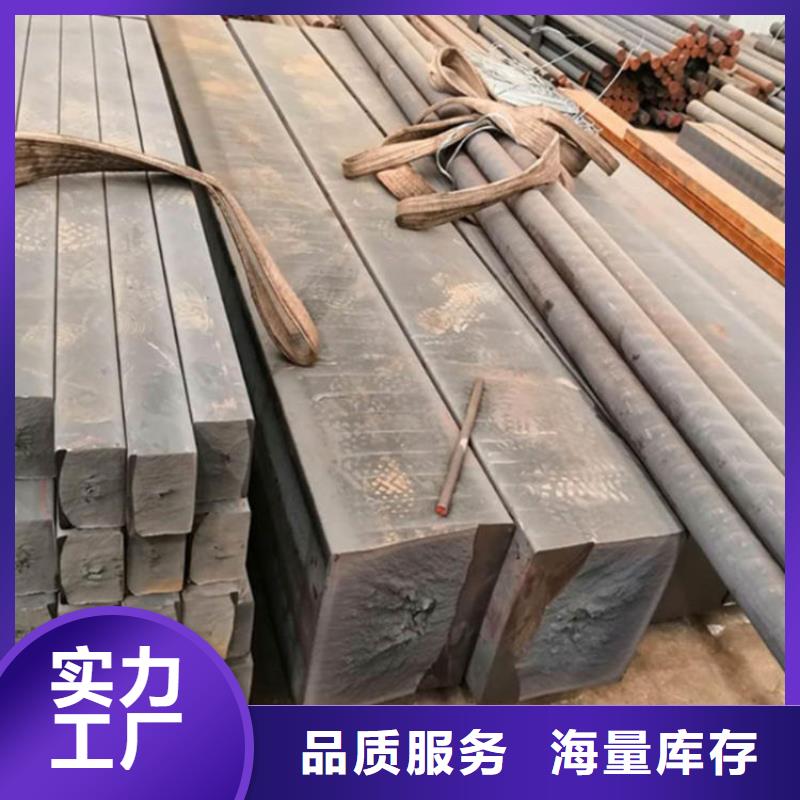

恩施億錦鑄鐵型材有限公司專業(yè)提供恩施球墨鑄鐵棒現(xiàn)貨,恩施鑄鐵棒生產(chǎn)廠家熔煉設(shè)備的選用首先是在滿足生產(chǎn)需要的前提下,遵循、低耗的原則。感應(yīng)電爐的優(yōu)點是:加熱速度快,爐子的熱效率較高,氧化燒損較輕,吸收氣體較少。因此,用中頻電爐熔煉,可避免增硫、磷問題,使鐵水中P不大于0.07%、S不大于0.05%。球化包的確定,為了提高球化劑的吸收率,增加球化效果,球化處理包應(yīng)比一般鐵液包深。球化包的高度與直徑之比確定鑄鐵型材在重工業(yè)中需求量大,被廣泛應(yīng)用于交通運輸、機床、印刷、農(nóng)業(yè)機械等支柱行業(yè)。拉坯工藝參數(shù)設(shè)置是鑄鐵型材生產(chǎn)中的關(guān)鍵環(huán)節(jié),設(shè)置不合理會導(dǎo)致拉漏、拉斷等生產(chǎn)事故和產(chǎn)生表面裂紋等鑄造缺陷。對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實驗過程中,剛開始生產(chǎn)鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時,下凹及鼓肚現(xiàn)象基本消失。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。 實現(xiàn)高質(zhì)量、率的鑄鐵型材水平連鑄拉坯生產(chǎn)。本實用新型采用的技術(shù)方案,與砂型鑄造相比,表現(xiàn)在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導(dǎo)向套等,比實心型材的再加工提高了工效。
<恩施>億錦天澤鋼鐵有限公司 恩施生鐵qt600方棒質(zhì)優(yōu)價廉優(yōu)價廉")
優(yōu)價廉")
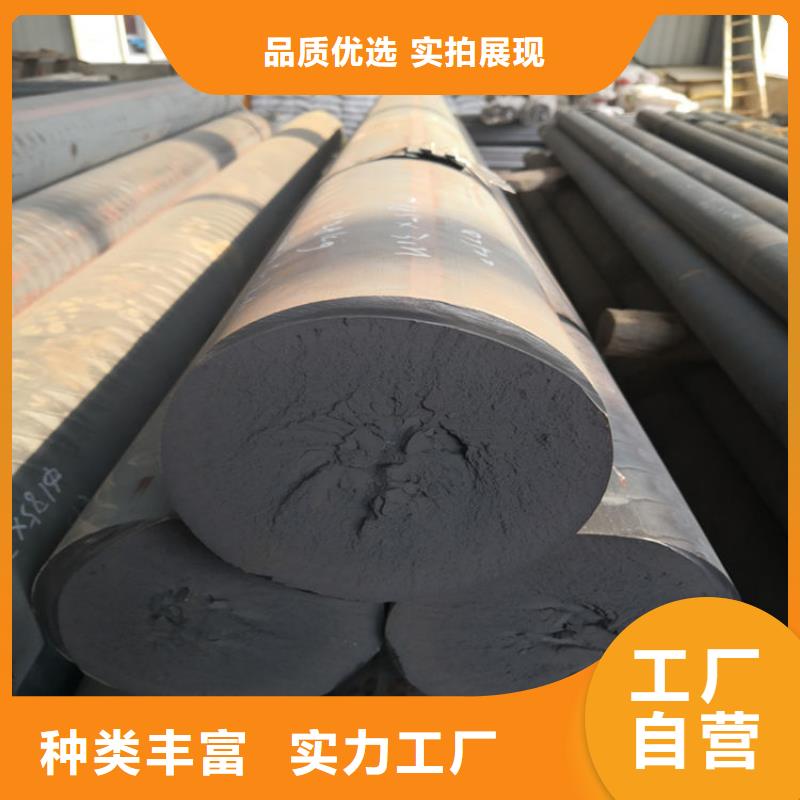
恩施億錦鑄鐵型材有限公司專業(yè)提供恩施球墨鑄鐵棒現(xiàn)貨,恩施鑄鐵棒生產(chǎn)廠家對球化良好的鐵液,固期間表現(xiàn)出很大的石墨膨脹力,鐵液表面在凝固開始時有些下降,表面結(jié)殼后即有少量鐵液由表殼涌出;而球化不良的鐵液表面涌出數(shù)量較少。爐前快速金相觀察。上面幾種方法皆是利用球墨鑄鐵某一特性間接判斷球化情況,但生產(chǎn)上各種條件變化甚大,所述方法都具有局限性,而爐前快速金相觀察可較多地避免許多因素的干擾,直接觀察球化情況。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學(xué)性能更為優(yōu)良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標(biāo)高于鑄鐵型材標(biāo)準(zhǔn)(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標(biāo)均超過LZQT500-7規(guī)定的指標(biāo)。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。前面我們已討論過化合態(tài)的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態(tài)的滲碳體只是一種亞穩(wěn)定相,而游離態(tài)的石墨則是一種穩(wěn)定相。鑄鐵型材的凝點:鐵液在保溫結(jié)晶爐的水冷石墨結(jié)晶器中凝固成形。保溫爐中的鐵液具有相當(dāng)高的壓頭并構(gòu)成足夠大的補縮系統(tǒng)使連鑄棒坯按順序凝固模式進(jìn)行。
優(yōu)價廉")
優(yōu)價廉")