





想要更直觀地感受無縫鋼管-【輸送流體用不銹鋼管】型號全價格低產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
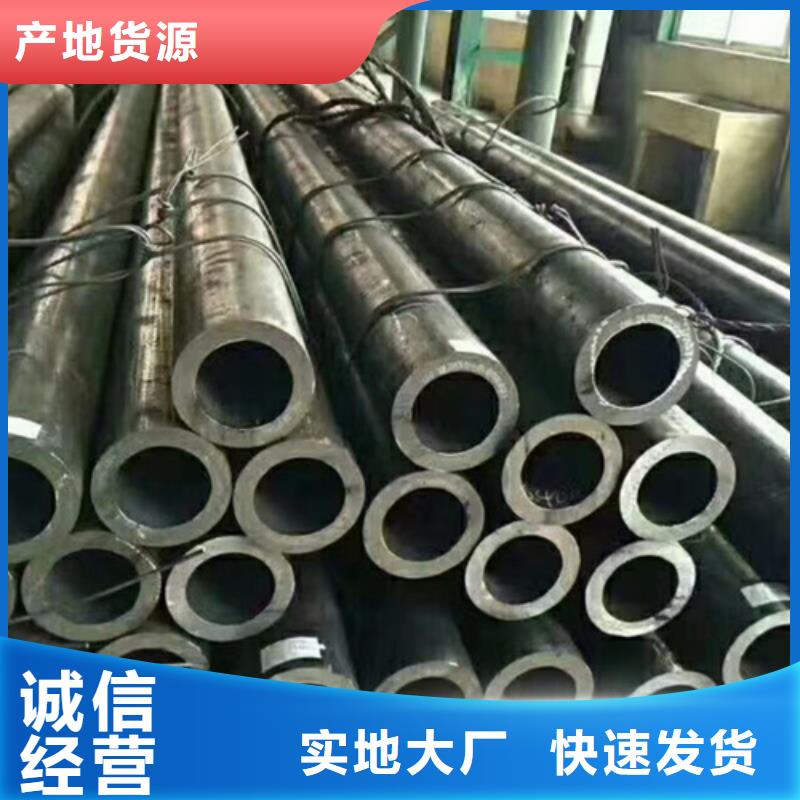
以下是:無縫鋼管-【輸送流體用不銹鋼管】型號全價格低的圖文介紹


我們能夠看到,自行車體積,正在變得越來越小;而且自行車速度,變得越來越快;自身重量,也是越來越輕了。這一切改變,都是因為無縫鋼管。因為無縫鋼管,并不是一種實心鋼管。在管道內部,存在著一定中空截面,這有效減輕了,管道自身重量。 因為在一輛自行車中,鋼管占據比重非常大,因為自行車支架、都是鋼管制作。在過去,這個行業所使鋼管,就是普通鋼管,這樣鋼管自身非常重。這使得我們,所買到自行車,自身就是分笨重。在騎行過程中,即使分努力踩,前進速度,也是比較慢。 現在鋼管行業供需矛盾較為突,鋼管產能短期內仍然處于一個較高位置,由于鋼管去庫存進度緩慢,再加上鋼管主導鋼管企業看空后期市場價格下調。是鋼管行情越發低迷。企業產量增長緩慢,造成國內市場需求不濟,鋼管生產保持較高水平。 到了進一步使和推廣,能源運輸意義重大,而無縫鋼管在其中扮演著重要角色,談及這種類管道材料,我們首先強度比15 鋼稍高,很少淬火,無回火脆性。冷變形塑性高、一般供彎曲、壓延、彎邊和錘拱等加工,電弧焊和接觸焊焊接性能好,氣焊時厚度小,外形要求嚴格或形狀復雜制件上易發生裂紋。



熱軋,顧名思義,軋件的溫度高,因此變形抗力小可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。 無縫鋼管力學性能指標

但是現在不一樣了,因為在鋼管市場中,現了一種,可以徹底解決這個問題鋼管種類,這就是無縫鋼管。無縫鋼管在制作過程中,就已經加入了,一些抗氧化處理。而且在管道后成之前,還需要進行酸洗。如果在鋼管表面,已經現了氧化物,這樣鋼管,就會判定為不合格,就不會流通到市面上。 而普通鋼管,在這樣壓力之下,很有可能會現爆管情況。在過去,每一年因為這樣問題,所帶來損失,都是非常大。如果是無縫鋼管這種管道由于,制作技術先進,使得管道具有了,承受更大壓力能力。當管道承壓能力增強了,那么管道中,所流通介質量,肯定會現一定增加。 這個難題一直,持續了很長時間。直到經過朋友介紹,抱著試一試態度,購買了一些無縫鋼管。然而讓趙先生,沒有想到事發生了。以往在鋪設管道中,所遇到那些問題,全部都是消失了。這一切都是歸功于,無縫鋼管在各方面,都是有著嚴格標準。 這除了是因為,施工方式,更加有效率了之外,還因為這樣一些支架,所使材料,已經從普通鋼管,變成了無縫鋼管。因為無縫鋼管,屬于中空截面管道。這大大減輕了,管道自身重量,讓安裝和搬運支架,都變得更加有效率了。


然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中 ; 。 厚壁無縫鋼管工藝流程



旺宇鋼鐵貿易有限公司常年銷售 內蒙古鄂爾多斯高壓鍋爐管等,我公司產品以良好的質量贏得了廣大用戶的好評,取得了良好的業績。公司現貨規格齊全,貨源充足。多年來堅持守約、保質、薄利、重義的經營理念,與廣大客商建立了牢固的合作關系,受到了廣大客戶的贊同。公司讓利于客戶,收承兌匯票,裝車免費,節假日照常發貨,并為用戶運輸,調劑余缺,歡迎廣大客戶朋友光臨惠顧!


無縫鋼管其中過熱區組織由于焊接的溫度在1100℃以上,奧氏體晶粒急劇長大,冷卻后晶粒粗大,在一定的化學成分和冷速條件下還會形成硬而脆的晶相此外,由于溫度梯度的存在也會產生焊接應力。其綜合結果,焊縫區的綜合機械性能比母材低。焊管物理無縫化就是通過焊縫熱處理,達到應力、均化和細化組織、提高焊接熱影響區綜合機械性能的目的,而其根本目的是應力。焊管物理無縫化處理主要有兩種方法:焊縫局部處理法和整體加熱處理法。由于主要是焊縫熱影響區有硬化現象、機械性能低下,所以我們首先應考慮對焊縫熱影響區進行局部處理。 焊縫局部常化處理的方法是采用中頻感應加熱裝置將焊縫熱影響區加熱至約927。9℃,然后空冷至538℃以下,隨后水冷。對于直徑較小的鋼管,采用管坯整體加熱方式處理,然后空冷或在帶有可控氣氛的冷卻室中冷卻。以上講的是高頻直縫焊管的無縫化技術。



