


我們的研磨管-缸筒把實惠留給您視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:研磨管-缸筒把實惠留給您的圖文介紹

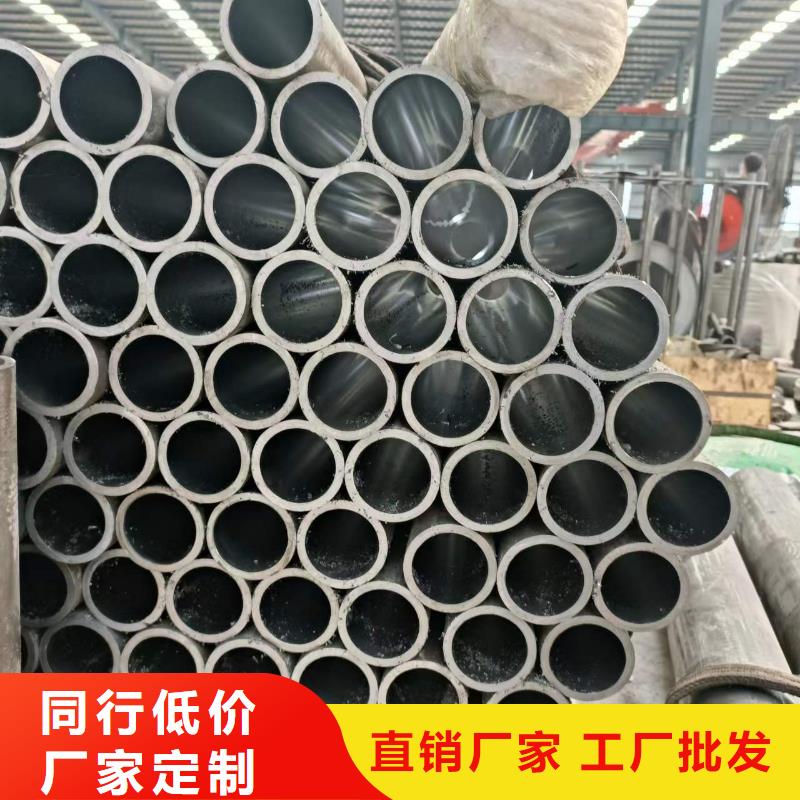
山東東營珩磨管油缸管絎磨管厚壁油缸管是液壓缸的主體,其內孔一般采用鏜孔、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件和支架滑動順暢,以保證密封效果,減少磨損;液壓缸應能承受較大的液壓,因此應具有足夠的強度和剛度。端蓋位于氣缸的兩端,與氣缸形成封閉的油室。因此,端蓋及其連接件應具有足夠的強度。在設計中不僅要考慮強度,還要選擇加工性能較好的結構形式。導套引導并支撐活塞或柱塞。有些液壓缸由端蓋孔直接導向,沒有導向套。這種結構簡單,但磨損后必須更換端蓋。研磨管


山東東營珩磨管油缸管絎磨管 冷拔油缸管的特性:1.較小的外徑 2.精度高,可做小批量生產3.冷拔產品精度高,表面質量好 4.鋼管的橫截面積比較復雜。5.鋼管性能較好,金屬致密。 冷拔油缸管由于表層存在殘余壓應力,有利于封閉表面微裂紋,阻礙沖蝕擴展。因此,可以提高絎縫管的表面耐蝕性,延緩疲勞裂紋的產生或擴展,從而提高絎縫管的疲勞強度。通過滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內壁的耐磨性,避免了磨削燒傷。軋制后,表面粗糙度的降低可以改善匹配性能。軋制是一種無屑加工,它利用金屬在室溫下的塑性變形,使工件表面的微小不平整度變平,從而改變工件的表面結構、力學性能、形狀和尺寸。因此,這種方法可以同時達到精加工和強化兩個目的,這是磨削所不能達到的。無論采用何種加工方法,零件表面都會出現微小的不均勻的刀痕,并且會出現錯峰錯谷。滾壓加工原理:利用金屬在室溫下的冷塑性特點,通過滾壓工具對工件表面施加一定的壓力,使工件表面的金屬產生塑性流動,填充原有的殘余槽,降低了工件的表面粗糙度。由于軋制表面金屬的塑性變形,表面組織冷硬化,晶粒變細,形成致密的纖維狀,形成殘余應力層。提高了硬度和強度,從而提高了工件表面的耐磨性、耐腐蝕性和相容性。軋制是一種無切削的塑性加工方法。研磨管



山東東營珩磨管油缸管絎磨管影響珩磨質量和生產率的因素要獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。三、珩磨的圓周速度υy和往復運動速度υw增加υw,砂條自礪作用好,生產率高。增加υy,除了提高工效外,還能改善表面質量。但兩者均不能過分地增高,否則會導致切削削溫度提高,排屑困難、砂條堵塞、磨耗加劇、珩磨效果急劇下降(如圖3所示)。珩磨速度υh為υy與υw的合成速度。這兩者合成決定了研磨管


安達液壓機械有限公司服務優勢
售前的【山東東營液壓油缸管】服務團隊,為客戶提供售前產品咨詢服務和售后【山東東營液壓油缸管】產品保障服務。
售中積j i與客戶洽談業務合作、無償進行現場技術交流、實地考察、【山東東營液壓油缸管】產品設計。
售后完善的售后服務,公司成立10多人的【山東東營液壓油缸管】售后團隊服務覆蓋全國各地。


