

聯(lián)系我們

- 止水銅片【聚丙烯網(wǎng)狀纖維】源頭直供
- 鉛板異型鋼管當(dāng)?shù)刎浽?/span>
- 輕鋼別墅_輕鋼房屋品質(zhì)服務(wù)
- 鋼板不銹鋼板品質(zhì)有保障
- 異型鋼扁鋼拒絕中間商
- 空壓機(jī)維修保養(yǎng)耗材配件壓縮空氣干燥機(jī)現(xiàn)貨交易
- 無(wú)醇燃料_【【無(wú)醇植物油燃料】】現(xiàn)貨直供
- 植物油灶具廚房新能源植物油出貨及時(shí)
- 【不銹鋼復(fù)合管,復(fù)合管防撞欄桿價(jià)格源廠供貨】
- 球鉸支座,橡膠支座甄選好物
- 臨高縣雞糞松土喧地
- 大口徑厚壁卷管廠家nm400耐磨鋼板卷筒值得信賴
- 停車場(chǎng)導(dǎo)視牌值得信賴
- 國(guó)標(biāo)球墨鑄鐵管值得信賴售后無(wú)憂
- 9-19高壓離心風(fēng)機(jī)歡迎咨詢
網(wǎng)架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)
更新時(shí)間:2025-01-21 19:19:40 瀏覽次數(shù):10 公司名稱:衡水 上沅工程技術(shù)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 336 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 廠家 | 上沅 |
| 規(guī)格 | 規(guī)格齊全 |
| 型號(hào) | 多種 |
| 產(chǎn)地 | 河北 |
| 材質(zhì) | Q345C |
| 顏色 | 灰色 |
| 加工方式 | 機(jī)加工 |



架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)")
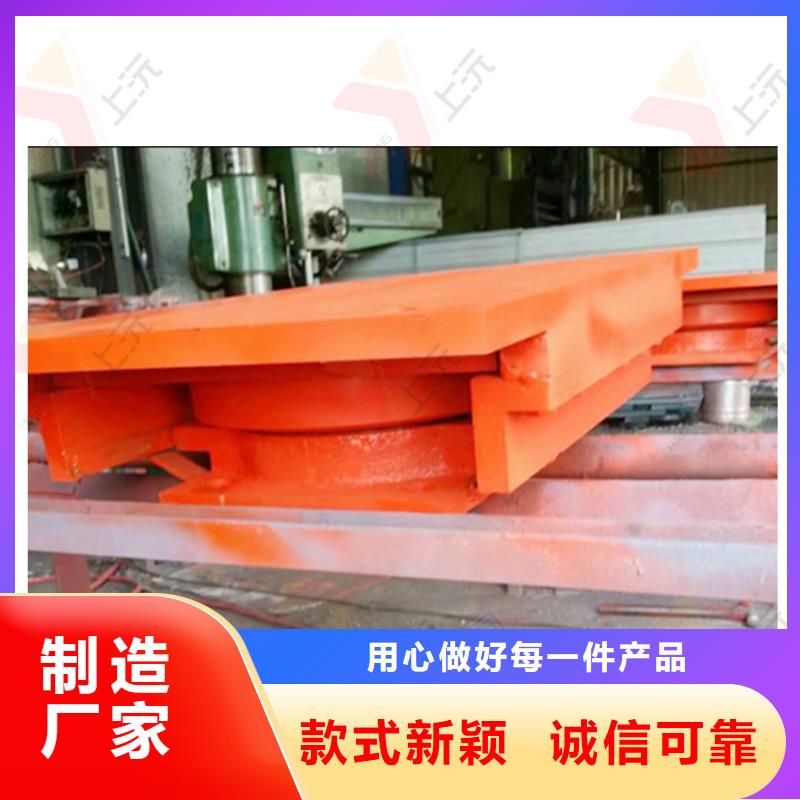
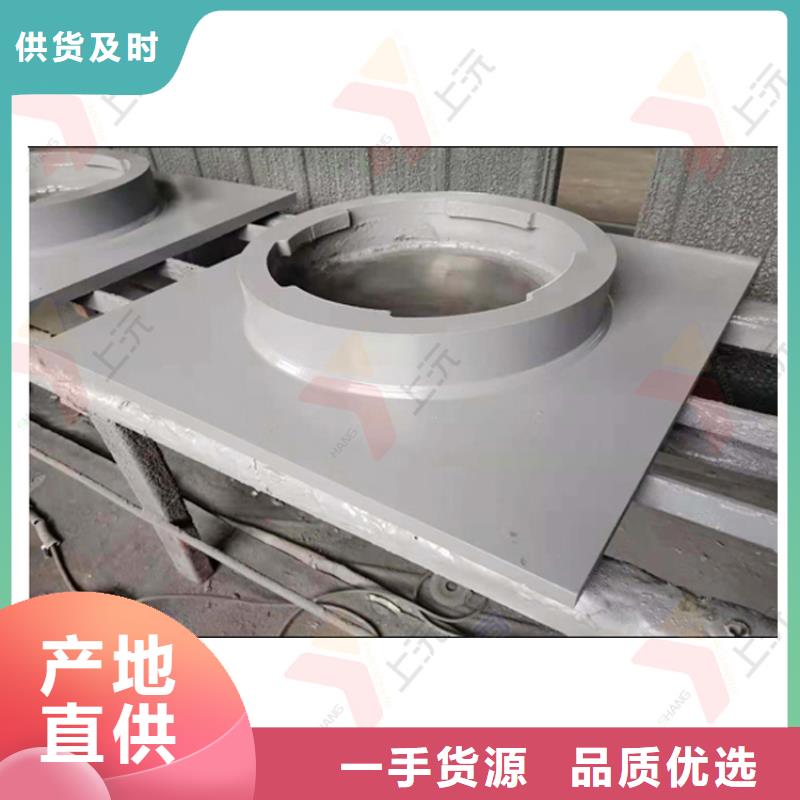
支座(網(wǎng)架鋼支座)的主要技術(shù)性能:
1、可承受豎向載荷;
2、具有抗豎向拉力的性能,保證豎向*震時(shí)上下結(jié)構(gòu)不脫節(jié);
3、具有抗水平力的性能,保證水平*震時(shí)不落梁;
4、可適應(yīng)徑向、環(huán)向的位移要求;
5、可適應(yīng)任意方向的轉(zhuǎn)角要求;
6、支座具用良好的減震性能;
7、支座整體性能好;
8、支座通過(guò)球面?zhèn)髁Γ怀霈F(xiàn)力的縮頸現(xiàn)象,作用在上、下結(jié)構(gòu)的反力比較均勻;
架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)")
架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)")
支座分類
網(wǎng)架支座是依據(jù)交通行業(yè)標(biāo)準(zhǔn)《球形支座技術(shù)條件(GB/T17955-2009)及建筑抗震設(shè)計(jì)規(guī)范(GB50011-2001)鋼結(jié)構(gòu)設(shè)計(jì)規(guī)范(GB50017-2003),經(jīng)詳細(xì)的靜力學(xué)、動(dòng)力學(xué)分析研制而成的新型抗震減振鋼支座。抗震減振支座結(jié)構(gòu)更加合理,性能更加可靠,使用壽命更長(zhǎng)。
網(wǎng)架支座(又名鋼結(jié)構(gòu)支座)分為四個(gè)類型:GKQZ型鋼結(jié)構(gòu)抗震鋼球支座、GJQZ型鋼結(jié)構(gòu)減震鋼球支座、GKGZ型鋼結(jié)構(gòu)抗震球型鋼支座、GJGZ型鋼結(jié)構(gòu)減震球型鋼支座。
架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)")
架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)")
架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)")
現(xiàn)我廠 山東東營(yíng)橡膠支座產(chǎn)品覆蓋全國(guó)二十六個(gè)省、市、區(qū),與全國(guó)多家大型、特大型企業(yè)建立了長(zhǎng)期的友好合作伙伴關(guān)系。 上沅工程技術(shù)有限公司建立和健全了質(zhì)量管理體系,嚴(yán)格過(guò)程控制,完善了售后服務(wù)。用戶滿意是公司人的追求。質(zhì)優(yōu)價(jià)廉,誠(chéng)信廣交天下友。
架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)")
支座施工鋼網(wǎng)架平面安裝:
1)放球:將己驗(yàn)收的焊接球,按規(guī)格、編號(hào)放入安裝節(jié)點(diǎn)內(nèi)同時(shí)應(yīng)將球調(diào)整好受力方向與位置。一般將球水平中心線的環(huán)形焊縫置于赤道方向。有肋的一邊在下弦球的上半:
2)放置桿件:將備好的桿件,按規(guī)定的規(guī)格布置鋼管桿件放置桿件前,應(yīng)檢查桿件的規(guī)格、尺寸,以及坡口、焊縫間隙將桿件放置在二個(gè)球之間,調(diào)整間隙,點(diǎn)固。
3)平面網(wǎng)架的拼裝應(yīng)從中心線開始,逐步向四周展開,先組成封閉四方網(wǎng)格,控制好尺寸后,再拼四周網(wǎng)格,不斷擴(kuò)大。注意應(yīng)控制累積誤差,一般網(wǎng)格以負(fù)公差為宜。
4)平面網(wǎng)架焊接,焊接前應(yīng)編制好焊接工藝和網(wǎng)接順序,防止平面網(wǎng)架變形。
5)平面網(wǎng)架焊接應(yīng)按焊接工藝規(guī)定,從鋼管下側(cè)中心線左邊20—30mm處引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。
6)球管焊接應(yīng)采用斜鋸齒形運(yùn)條手法進(jìn)行焊接,防止咬肉。
7)焊接運(yùn)條到圓管上側(cè)中心線后,繼續(xù)向前焊20-30mm處收弧。
8)焊接完成半圓后,重新從鋼管下側(cè)中心線右邊20-30mm處反向起弧,向左焊接,與上述工藝相同,到頂部中心線后繼續(xù)向前焊接,填滿弧坑,焊縫搭接平穩(wěn),以保證焊縫質(zhì)量。
架支座橡膠支座真材實(shí)料誠(chéng)信經(jīng)營(yíng)")