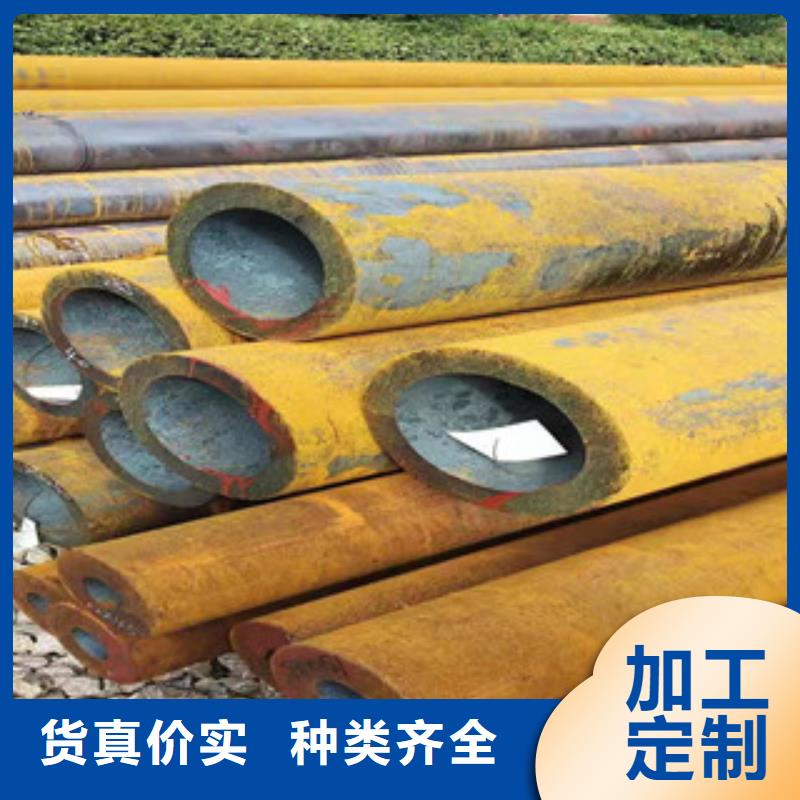


我們的厚壁無縫鋼管品質過關真材實料視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:厚壁無縫鋼管品質過關真材實料的圖文介紹
您的滿意是我們的追求,新策鋼管有限公司將竭誠為您服務!
公司宗旨:為客戶創造價值,為員工創造機會,為社會創造效益。
公司使命:為客戶解決“減少人工,降低成本,提率,品質”及提高國內 山東東營調質活塞桿廠家研發水平和廣泛應用為使命。
品牌定位:努力打造 山東東營調質活塞桿廠家行業的標桿品牌。
質量方針:創新是根本,質量是生命。
管理理念:以人為本,科學管理。
企業精神:誠信、務實、開拓、創新。


40cr無縫鋼管熱加工規范
40Cr是我國GB的標準鋼號,40Cr鋼是機械制造業使用***廣泛的鋼之一。40cr無縫鋼管調質處理后具有良好的綜合力學性能,良好的低溫沖擊韌性和低的缺口敏感性。鋼的淬透性良好,水淬時可淬透到Ф28~60mm,油淬時可淬透到Ф15~40mm。40cr無縫鋼管除調質處理外還適于氰化和高頻淬火處理。切削性能較好,當硬度為174~229HB時,相對切削加工性為60%。40cr無縫鋼管適于制作中型塑料模具。山東順澤金屬制品有限公司
40cr無縫鋼管是40cr的合金管。
化學成份和力學性能:成分: 硅0.17~0.37%,錳0.5~0.8,鉻0.8~1.1%
調質處理:試樣直徑:25mm,850度淬火加熱油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,斷面收縮45%,沖擊韌性588.3千焦/平方米。
因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。



山東順澤金屬制品有限公司對40Cr的焊接性:
結晶時易偏析,對結晶裂紋(一種熱裂紋)比較敏感,焊接時容易在弧坑和焊縫中凹下的部分開裂。含碳量較高,快冷時易得到對冷裂紋很敏感的淬硬組織(馬氏體組織)。過熱區在冷速較大時,很容易形成硬脆的高碳馬氏體而使過熱區脆化。
焊接工藝要點:
1、一般在退火(正火)狀態下進行焊接。
2、焊接方法不受限制
3、用較大線能量,適當提高預熱溫度,一般預熱溫度及層間溫度可控制在250~300℃之間。
4、焊接材料應保證熔敷金屬的成分與母材基本相同,如J107-Cr
5、焊后應及時進行調質熱處理。若及時進行調質處理有困難,可進行中間退火或在高于預熱的溫度下保溫一段時間,以排除擴散氫并軟化組織。 對結構復雜、焊縫較多的產品,可在焊完一定數量的焊縫后,進行一次中間退火.
結晶時易偏析,對結晶裂紋(一種熱裂紋)比較敏感,焊接時容易在弧坑和焊縫中凹下的部分開裂。含碳量較高,快冷時易得到對冷裂紋很敏感的淬硬組織(馬氏體組織)。過熱區在冷速較大時,很容易形成硬脆的高碳馬氏體而使過熱區脆化。
焊接工藝要點:
1、一般在退火(正火)狀態下進行焊接。
2、焊接方法不受限制
3、用較大線能量,適當提高預熱溫度,一般預熱溫度及層間溫度可控制在250~300℃之間。
4、焊接材料應保證熔敷金屬的成分與母材基本相同,如J107-Cr
5、焊后應及時進行調質熱處理。若及時進行調質處理有困難,可進行中間退火或在高于預熱的溫度下保溫一段時間,以排除擴散氫并軟化組織。 對結構復雜、焊縫較多的產品,可在焊完一定數量的焊縫后,進行一次中間退火.



40cr鋼管化學成份和力學性能:成分: 硅0.17~0.37%,錳0.5~0.8,鉻0.8~1.1% 調質處理:試樣直徑:25mm,850度淬火加熱油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,斷面收縮45%,沖擊韌性588.3千焦/平方米。 因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。 調質處理規范:淬火溫度850±10℃,油冷;回火溫度520±10℃,水、油冷卻。
40Cr的淬火工藝
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40cr鋼管表面淬火硬度為HRC52-60,火焰淬火能達到HRC48-55。
40Cr氮化處理
40Cr屬于可氮化鋼,其所含元素有利于氮化。40Cr經氮化處理后可獲得較高的表面硬度,40cr鋼管調質后氮化處理硬度 能達到HRA72~78,即HRC43~55。
40Cr的淬火工藝
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40cr鋼管表面淬火硬度為HRC52-60,火焰淬火能達到HRC48-55。
40Cr氮化處理
40Cr屬于可氮化鋼,其所含元素有利于氮化。40Cr經氮化處理后可獲得較高的表面硬度,40cr鋼管調質后氮化處理硬度 能達到HRA72~78,即HRC43~55。



山東順澤公司對40cr厚壁鋼管探傷的難點主要在于入射角α的確定,使其既能滿足純橫波探傷的需要,又能滿足內壁探傷的要求。筆者擬通過嚴格控制檢測參數,采用橫波和縱波同時探傷,以實現40cr厚壁鋼管的完整探傷。
40cr厚壁鋼管探傷原理對于t/D≥0.226的厚壁無縫鋼管,無法實現純橫波內壁探傷,但通過選擇合適的檢測參數,并使之達到一定的靈敏度,然后用折射縱波檢測管外壁缺陷,折射橫波檢測管內壁缺陷,也能達到較好的檢測效果,其檢測原理。水浸探傷時,由于探頭與工件之間存在一定的距離,則可能因聲束擴散而在管內產生一些干擾波,增大對缺陷波判斷的難度。為了提高40cr厚壁鋼管質量檢測精度,使超聲波束匯聚,能量增加,則必須使用聚焦探頭,并把入射波束限制在一定的角度范圍α內
供應40Cr鋼管、20Cr無縫鋼管、35CrMo無縫管等鋼管產品,我們堅持提供****鋼管產品,的服務來回報客戶,良好的企業形象譽滿全國,走向世界,在滿足國內市場。任建民、蔣志翔、鄭玉明、程子建、朱愛炳、王建元等集團公司領導,助理級高管,部門、分子公司和專業中心主要負責人參加會議。
40cr厚壁鋼管探傷原理對于t/D≥0.226的厚壁無縫鋼管,無法實現純橫波內壁探傷,但通過選擇合適的檢測參數,并使之達到一定的靈敏度,然后用折射縱波檢測管外壁缺陷,折射橫波檢測管內壁缺陷,也能達到較好的檢測效果,其檢測原理。水浸探傷時,由于探頭與工件之間存在一定的距離,則可能因聲束擴散而在管內產生一些干擾波,增大對缺陷波判斷的難度。為了提高40cr厚壁鋼管質量檢測精度,使超聲波束匯聚,能量增加,則必須使用聚焦探頭,并把入射波束限制在一定的角度范圍α內
供應40Cr鋼管、20Cr無縫鋼管、35CrMo無縫管等鋼管產品,我們堅持提供****鋼管產品,的服務來回報客戶,良好的企業形象譽滿全國,走向世界,在滿足國內市場。任建民、蔣志翔、鄭玉明、程子建、朱愛炳、王建元等集團公司領導,助理級高管,部門、分子公司和專業中心主要負責人參加會議。