

鵬鑫鋼鐵
東莞管線鋼管批發(fā)價(jià)
價(jià)")
管線管電焊焊接濺出的方法 管線管電焊焊接濺出的危害主要表現(xiàn)在:減少電焊焊接熔敷率,減少電焊焊接生產(chǎn)效率;濺出物易黏附在焊接件和噴頭上,危害激光焊接品質(zhì),使電焊焊接工作標(biāo)準(zhǔn)下降及施工時(shí)間;電焊焊接熔合不穩(wěn)定,造成焊接外觀設(shè)計(jì)比較不光滑等缺點(diǎn)。要避免濺出的產(chǎn)生,下列五個(gè)對(duì)策應(yīng)當(dāng)對(duì)您有些協(xié)助: (一)管線管電弧焊中,針對(duì)每一種孔徑焊條的濺出率和電焊焊接電流量中間都具有著一定的規(guī)律性:在小電流量區(qū)濺出率較小,進(jìn)到大電流量區(qū)濺出率也較小,而正中間區(qū)濺出率大。因此在挑選電焊焊接電流量時(shí),應(yīng)盡量繞開濺出率高的電流量地區(qū)。 (二)焊條外伸長短應(yīng)盡量減少,可以更合理地降低管線管電焊焊接濺出。 (三)氣體保護(hù)焊機(jī)選用正正負(fù)極時(shí)因?yàn)殡姽率荜枠O氧化色斑工作壓力危害,濺出猛增且顆粒物大,因而一般選用直流電反正負(fù)極接線方法。 (四)在電焊焊接控制回路中串連大的電感器。選用中等水平電流量標(biāo)準(zhǔn)氣體保護(hù)焊時(shí),因弦長較短,與此同時(shí)熔滴和熔合都是在不斷地健身運(yùn)動(dòng),熔滴與熔合非常容易產(chǎn)生短路故障全過程,因此氣體保護(hù)焊除大滴狀抵觸銜接外,也有一部分熔滴是短路故障銜接,在電焊焊接控制回路中串連大一些的電感器,使短路容量升高速度比較慢一些,那樣可以恰當(dāng)?shù)亟档凸芫€管電焊焊接濺出。 (五)氣焊槍豎直電焊焊接管線管時(shí)濺出量少,歪斜視角越大,濺出就越大。根據(jù)實(shí)踐經(jīng)驗(yàn)證明,氣焊槍前伸或后傾好不超過20°,大不可以高于25°。
價(jià)")
價(jià)")
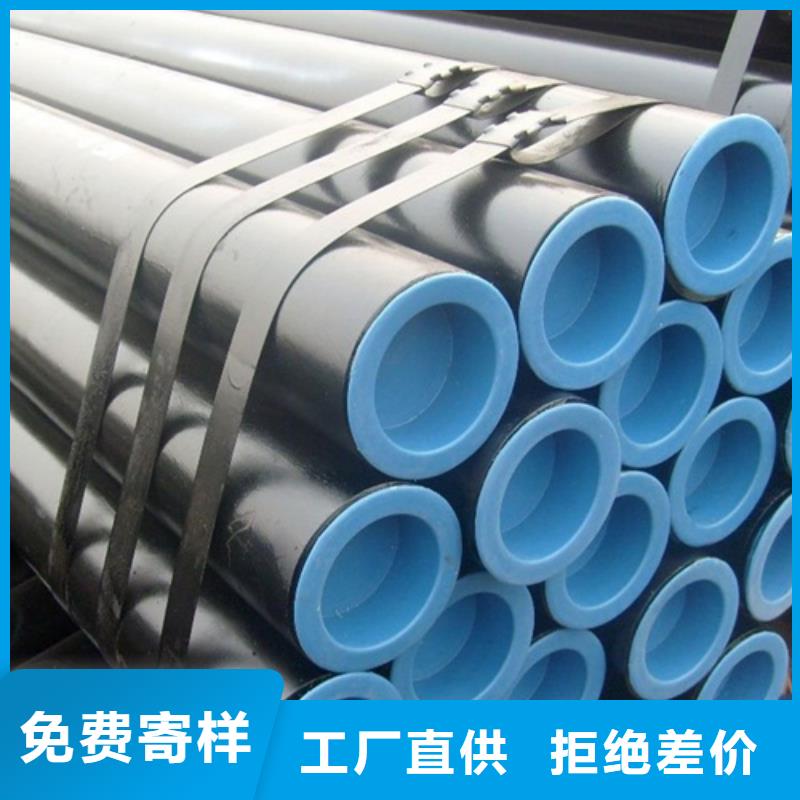
管線管淬火+回火 管線管是把抽出地面的油、氣或水,通過管線管輸送到石油和天然氣工業(yè)企業(yè),管線管包括無縫和焊接管兩種,其管端有平端、帶螺紋端和承口端;其連接方式為端頭焊接、接箍連接、承插連接等。該管主要材質(zhì)為B、X42、X46、X56、X65、X70等鋼級(jí)。 管線管 A、B、X42、X46、X52、X56、X60、X65、X70、X80、、X95 L245、L290、L360、L415、L450 API SPEC 5L GB/T9711.1 GB/T9711.2 ∮32-1240*3-100 用于石油、天然氣工業(yè)中的氧、水、油輸送管 管線管標(biāo)準(zhǔn) 牌號(hào) 抗拉強(qiáng)度(MPa)屈服強(qiáng)度(MPa)屈強(qiáng)比 伸長率(%) 0℃沖擊功 Akv(J)熱處理狀態(tài) API SPEC 5L GB/T9711.2 B ≥415 245~440 ≤0.80 22 ≥40 正火 X42 ≥415 290~440 ≤0.80 21 ≥40 正火 X52 ≥460 360~510 ≤0.85 20 ≥40 正火 X60 ≥520 415~565 ≤0.85 18 ≥40 正火 X65 ≥535 450~570 ≤0.90 18 ≥40 淬火+回火 X70 ≥570 485~605 ≤0.90 18 ≥40 淬火+回火
價(jià)")
價(jià)") 東莞管線鋼管批發(fā)價(jià)
東莞管線鋼管批發(fā)價(jià)