

產(chǎn)品詳細(xì)介紹




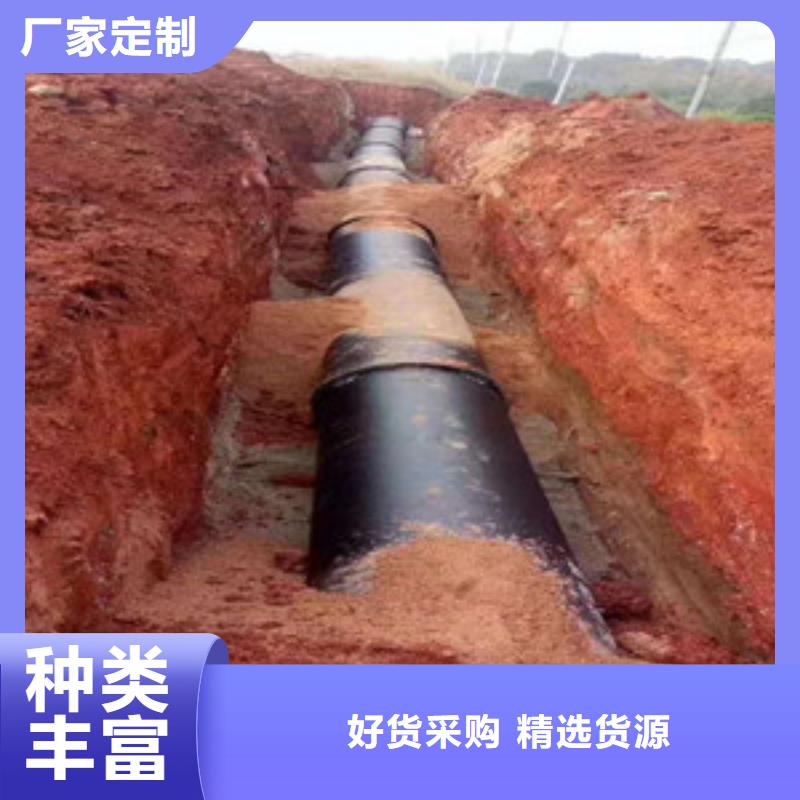
球墨鑄鐵管道的安裝非常簡單,效率很高,但是管線的試壓是非常麻煩的,需要考慮的因素有很多,例如管道軸向力的計(jì)算、承重墩的設(shè)計(jì),基礎(chǔ)的設(shè)計(jì),格瑞球墨鑄鐵管執(zhí)行標(biāo)準(zhǔn),球墨鑄鐵管檢查的幾點(diǎn)建議:模具管理,模具應(yīng)很好的維修與保養(yǎng),不能夠帶有明顯地缺陷,以免影響管件的表面質(zhì)量。生產(chǎn)能力,應(yīng)該有一個(gè)足夠大的倉庫來存儲常規(guī)使用的管件,采購方的考察記錄中應(yīng)當(dāng)重視這一問題。是否有能力及時(shí)的供貨是非常重要的。材料使用應(yīng)該是穩(wěn)定和清潔的。一些球墨管廠家過多地使用再循環(huán)原料來降低成本,必然會導(dǎo)致質(zhì)量問題。格瑞球墨鑄鐵管道試壓工藝施工過程中,以及其他保證措施,如果操作不當(dāng),極可能出現(xiàn)質(zhì)量事故。大力實(shí)施火電改造。
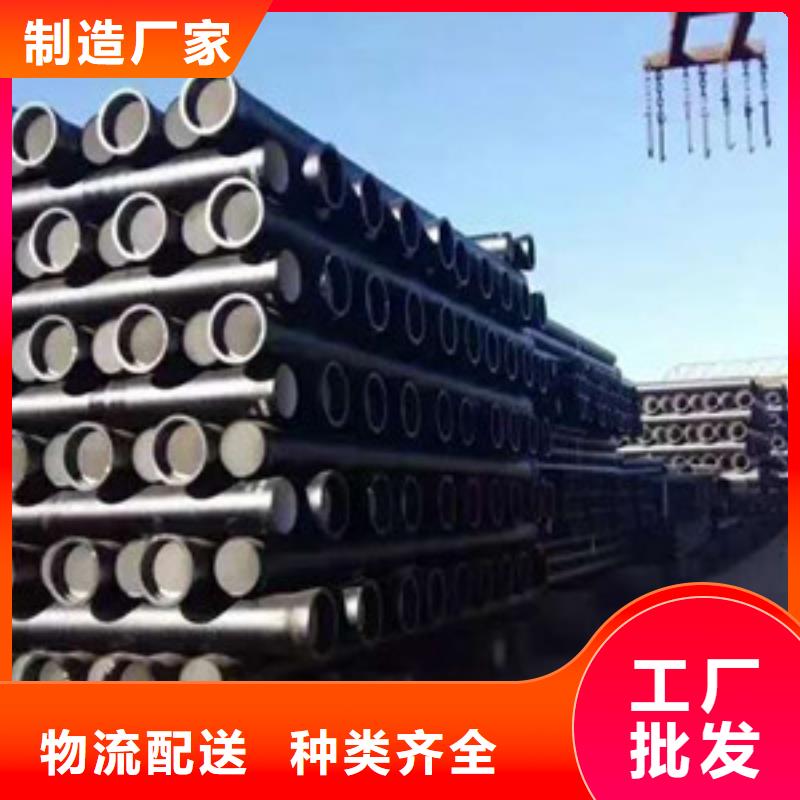
山東聊城格瑞管業(yè)有限公司(以下簡稱球鐵管)球墨鑄鐵管是目前上通用的供水管材,亦可用于石油、電力、礦山和化工等領(lǐng)域。球鐵管兼有普通灰鐵管的耐腐蝕性和鋼管的強(qiáng)度及韌性,其重量比同口徑的灰鐵管輕1/3——1/2,更接近鋼管,但其耐腐蝕性卻比鋼管高出幾倍甚至十幾倍,因此在各種環(huán)境下,球鐵管都不必做防腐處理。因地制宜推進(jìn)去產(chǎn)“應(yīng)該客觀看待鋼鐵去產(chǎn)能的進(jìn)度。國務(wù)院關(guān)于鋼鐵產(chǎn)業(yè)去產(chǎn)能脫困發(fā)展的6號文件是2月份發(fā)布的,上半年各部委、地方政府、企業(yè)的工作重點(diǎn)主要在配套政策的制定、球墨鑄鐵管任務(wù)分解和溝通銜接上面。隨著任務(wù)責(zé)任書的簽訂,政策體系、工作制度的建立,鋼鐵去產(chǎn)能將進(jìn)入以實(shí)質(zhì)推進(jìn)、考核監(jiān)督為主的階段。”李新創(chuàng)對中國證券報(bào)記者表示,雖然上半年進(jìn)度有些滯后,但全年完成壓減產(chǎn)能目標(biāo)問題不大,且有望超額完成。球鐵管的強(qiáng)度足以承受復(fù)雜的外部負(fù)荷,球墨鑄鐵管包括路面負(fù)荷,這一點(diǎn)是灰鐵管、水泥管、玻璃管和塑料管等管材遠(yuǎn)所不及的。經(jīng)過修磨的水泥內(nèi)襯,粗糙度系數(shù)很低,對流體阻力小,這一點(diǎn)又可以與玻璃管和塑料管相媲美。

球墨鑄鐵管一般澆注溫度控制在1420℃至1460℃。澆注時(shí)保證直澆道始終處于充滿的狀態(tài)。澆注時(shí)真空度控制在-0.040MPa至-0.045MPa,澆注時(shí)間控制在45至60秒。澆注完畢的保壓時(shí)間控制在20至25分鐘;澆注完畢的真空度控制在-0.025至-0.030MPa。出箱時(shí)間:120至150分鐘。
球墨鑄鐵管件材質(zhì)一般選擇QT450-10,鐵水熔煉和爐前孕育處理工藝完全按QT450-10材質(zhì)控制。考慮到消失模鑄造工藝鑄件在干砂中冷卻較慢,我們隊(duì)鐵水做了適當(dāng)?shù)暮辖鸹οhT造來說,由于泡沫模樣的存在,澆注過程中會消耗一定的熱量,澆注溫度也不同。由于大口徑球墨鑄鐵管件輪廓尺寸較大,屬于薄壁類鑄件,要求澆注溫度要高,但是在負(fù)壓作用下高溫鐵水易滲入型砂中造成鑄件表面粘砂形成粘砂缺陷。我們根據(jù)具體的球墨鑄鐵管件規(guī)格型號確定澆注溫度;因此消失模鑄造的澆注溫度一般比普通砂型鑄造要高。球墨鑄鐵管管件規(guī)格型號不同、壁厚不同。
產(chǎn)品的水泥管可以提供出更大的口徑然而交通和的本錢也相對較高一些現(xiàn)在僅僅是用于低水平的經(jīng)濟(jì)地區(qū);和鋼管的耐蝕性比較差運(yùn)用的壽數(shù)也相對較短結(jié)構(gòu)上也相對較雜亂工程的造價(jià)也比較高也慢慢地退出了供水的管道。設(shè)備關(guān)鍵:收拾管口:將承口內(nèi)的所有雜物擦洗潔凈。收拾膠圈、上膠圈:將膠圈上的粘著物清擦潔凈,把膠圈彎為"梅花形"或"8"字形裝入承口槽內(nèi),并用手沿整個(gè)膠圈按壓一遍,或用橡皮錘砸實(shí),確保膠圈各個(gè)部分不翹不扭,均勻地卡在槽內(nèi)。在插口表面面和膠圈上涂刷潤滑劑:將潤滑劑均勻地涂刷在承口設(shè)備好的膠圈內(nèi)表面、在插口表面面涂刷潤滑劑時(shí)要將插口線以外的插口部位悉數(shù)刷勻。下管:應(yīng)按下管的要求將管子下到槽底,一般采用人工下管法或機(jī)械下管法。
球墨鑄鐵管在退火爐內(nèi)的熱焓增量主要由球鐵管在爐內(nèi)加熱的溫度和球鐵管的入爐溫度決定,因此降低球鐵管在爐內(nèi)的熱焓增量主要是降低退火溫度和提高球鐵管的入爐溫度。空彎也是另外一種加工的方法,而且相比較起來挑選的空彎份額也相對更大一些,空彎的使得彎折線所發(fā)生壓縮的情況,壓縮效應(yīng)使得彎折線改變,