產(chǎn)品詳情
以下是:數(shù)控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 18000 |
|---|
| 發(fā)貨期限 | 24h |
|---|
| 供貨總量 | 999 |
|---|
| 運(yùn)費(fèi)說明 | 包郵 |
|---|
| 最小起訂 | 1 |
|---|
| 質(zhì)量等級(jí) | 優(yōu)級(jí) |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品品牌 | 河南建貿(mào) |
|---|
| 產(chǎn)品規(guī)格 | JMGSX-500 |
|---|
| 發(fā)貨城市 | 長(zhǎng)葛 |
|---|
| 產(chǎn)品產(chǎn)地 | 河南 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 型號(hào) | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名稱 | 金屬帶鋸床 |
|---|
| 材質(zhì) | 金屬 |
|---|
| 品牌 | 河南建貿(mào)機(jī)械 |
|---|
導(dǎo)讀 數(shù)控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn),建貿(mào)機(jī)械 有限公司專業(yè)從事數(shù)控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn),聯(lián)系人:趙艷杰,電話:13298459090、13298459090,QQ:2060712089,發(fā)貨地:許昌老城鎮(zhèn)發(fā)貨到廣東省 東莞市 莞城區(qū)、南城區(qū)、萬江區(qū)、石碣鎮(zhèn)、石龍鎮(zhèn)、茶山鎮(zhèn)、石排鎮(zhèn)、企石鎮(zhèn)、橫瀝鎮(zhèn)、橋頭鎮(zhèn)、謝崗鎮(zhèn)、東坑鎮(zhèn)、常平鎮(zhèn)、寮步鎮(zhèn)、大朗鎮(zhèn)、麻涌鎮(zhèn)、中堂鎮(zhèn)、高埗鎮(zhèn)、樟木頭鎮(zhèn)、大嶺山鎮(zhèn)、望牛墩鎮(zhèn)、黃江鎮(zhèn)、洪梅鎮(zhèn)、清溪鎮(zhèn)、沙田鎮(zhèn)、道滘鎮(zhèn)、塘廈鎮(zhèn)、虎門鎮(zhèn)、厚街鎮(zhèn)、鳳崗鎮(zhèn)、長(zhǎng)安鎮(zhèn),以下是數(shù)控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn)的詳細(xì)頁(yè)面。 廣東省,東莞市 東莞市,簡(jiǎn)稱“莞”,廣東省轄地級(jí)市、特大城市,國(guó)務(wù)院批復(fù)確定的珠江三角洲東岸中心城市。地處中國(guó)華南地區(qū)、廣東省中南部、珠江口東岸,西北接廣州市,南接深圳市,東北接惠州市,屬亞熱帶季風(fēng)氣候,長(zhǎng)夏無冬,雨量充沛。截至2022年10月,東莞市下轄4個(gè)街道、28個(gè)鎮(zhèn),總面積2542.67平方千米,截至2022年末,東莞市常住人口1043.7萬人,其中城鎮(zhèn)人口962.81萬人,城鎮(zhèn)化率92.25%。
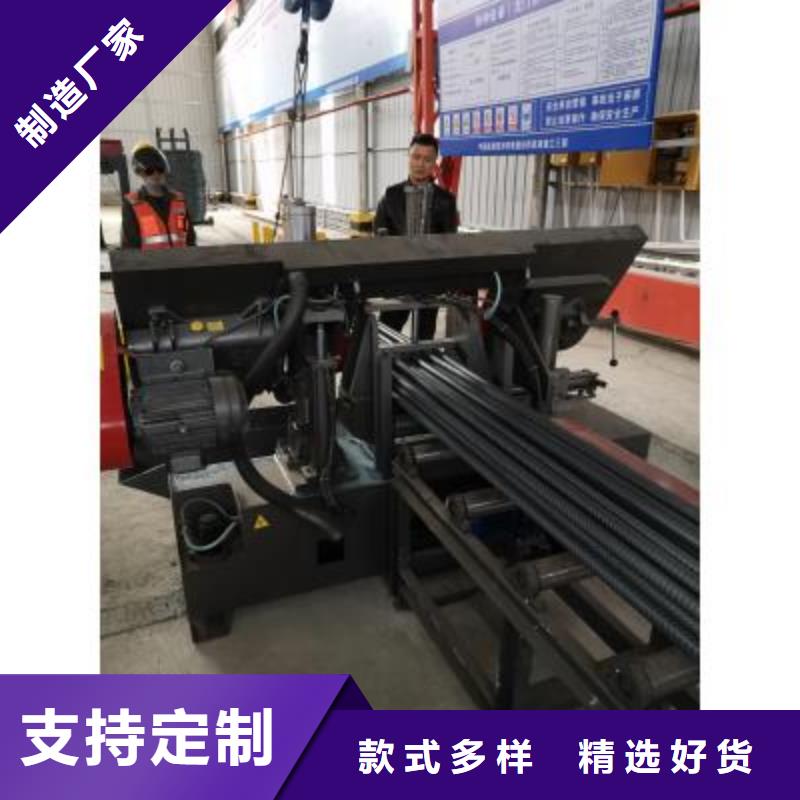
東莞數(shù)控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn)
控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn)")
鋸齒過早鈍化 1、 跑合時(shí)間不足或操作不當(dāng)
2、 工件太硬
3、 線速度太快,進(jìn)給太大
4、 鋸帶進(jìn)給過小
5、 冷卻不足
6、 工件夾雜硬塊
7、 選齒不當(dāng)
8、 鋸帶齒向安反
9、 張力太小
10、鋸架上升不到位
11、新鋸帶切舊鋸口 1、 注意新帶跑合,適當(dāng)減小進(jìn)給
2、 檢查工件加工條件,選擇正確的鋸帶
3、 調(diào)整帶鋸條的線速度和進(jìn)給量
4、 加大進(jìn)給量,注意切削變形
5、 選擇 冷卻液
6、 檢驗(yàn)工件硬度
7、 根據(jù)工件截面幾何形狀選擇齒型
8、 重新安裝鋸帶
9、 適度增大張力
10、重新調(diào)整鋸架上升限位
11、避開舊鋸口
技術(shù)規(guī)程
項(xiàng)目 主要技術(shù)要求
1.金屬鋸床作業(yè)崗位須編制《金屬鋸床作業(yè)崗位‘四清楚’卡》并懸掛在作業(yè)現(xiàn)場(chǎng),作業(yè)人員須經(jīng)過崗位培訓(xùn)考核,達(dá)標(biāo)后發(fā)“上崗證”,上崗作業(yè)時(shí)須攜帶。
2.鋸床工作位置應(yīng)保證操作人員的,平臺(tái)和通道必須防滑,必要時(shí)設(shè)置踏板和欄桿。
<東莞>建貿(mào)機(jī)械有限公司
控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn)")
控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn)")
配件類型挑選不匹配。配件代用或錯(cuò)用的現(xiàn)象較遍及。應(yīng)盡量運(yùn)用原裝類型的配件,不可用其它類型配件代用,更不能錯(cuò)用。不注重螺栓的選用,螺栓運(yùn)用紊亂的現(xiàn)象較突出。在修補(bǔ)帶鋸床時(shí),亂用螺栓的現(xiàn)象還比較突出,因螺栓功能、質(zhì)量不符合技能要求,導(dǎo)致修補(bǔ)后機(jī)械毛病頻出。螺栓擰緊辦法不妥的狀況較嚴(yán)重。 不留意檢測(cè)零部件合作間隙的現(xiàn)象為數(shù)不少。不成對(duì)、成套替換偶件或組件的狀況也不罕見。帶鋸床液壓體系中有些組件,在修補(bǔ)時(shí),應(yīng)留意成對(duì)安裝,不要弄串 。在實(shí)踐修補(bǔ)作業(yè)中,有人為了削減開支、有人不了解技能要求,不成對(duì)或成套替換上述零部件的狀況還不罕見,降低了修補(bǔ)質(zhì)量,縮短了帶鋸床機(jī)件壽數(shù),增加了毛病發(fā)作的可能性,應(yīng)引起滿足的注重。
總結(jié) 在廣東省東莞市采買數(shù)控鋼筋鋸切套絲生產(chǎn)線10年經(jīng)驗(yàn)到建貿(mào)機(jī)械 有限公司,無論您是個(gè)人用戶還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:趙艷杰-13298459090,QQ:2060712089,地址:《老城鎮(zhèn)》。