
準備好領略【鍍鋅管09CuPCrNiA工字鋼多種優勢放心選擇】產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
以下是:【鍍鋅管09CuPCrNiA工字鋼多種優勢放心選擇】的圖文介紹
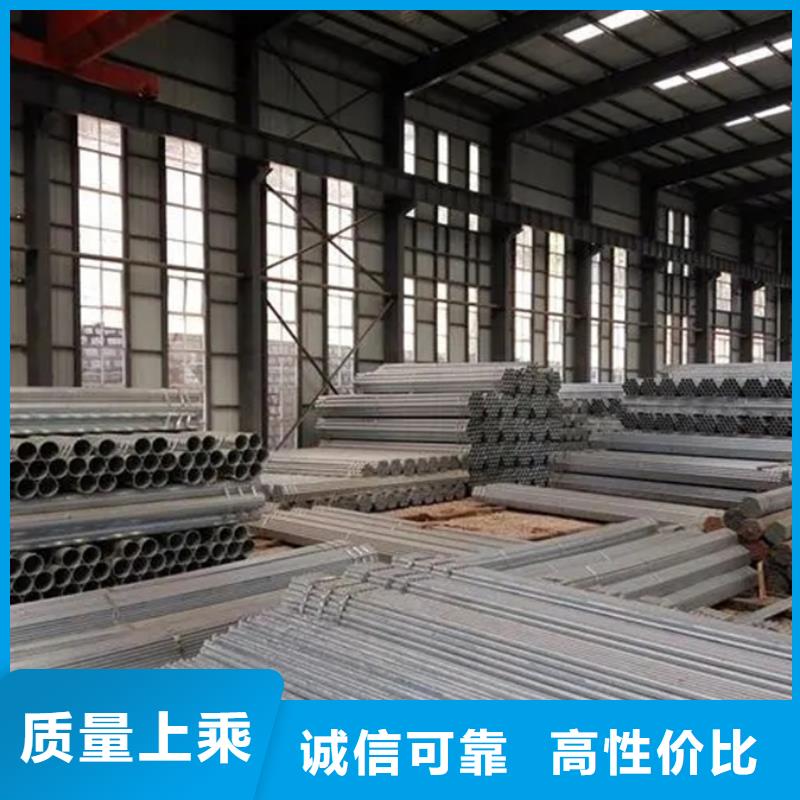
蘇滬金屬制品有限公司集設計、生產、銷售為一體的專注【云南迪慶09CuPCrNiA角鋼】廠家。我廠所經營多種不同款式、不同結構、不同工藝、不同風格的高、中、低檔【云南迪慶09CuPCrNiA角鋼】產品。
我們始終堅持以人為本,恪守質量為金,同建雄績偉業,共創新高的經營方針,誠實守信,厚德載物,追求言行一致,為用戶提供更多增值服務,將【云南迪慶09CuPCrNiA角鋼】產品打造成家喻戶曉的知名品牌。展望未來,信心百倍,追求高遠。我廠將以更踴躍的態度,更新、更好的【云南迪慶09CuPCrNiA角鋼】產品,更優異的服務,迎接挑戰,推陳出新,與廣大客戶攜手并進,共創輝煌!


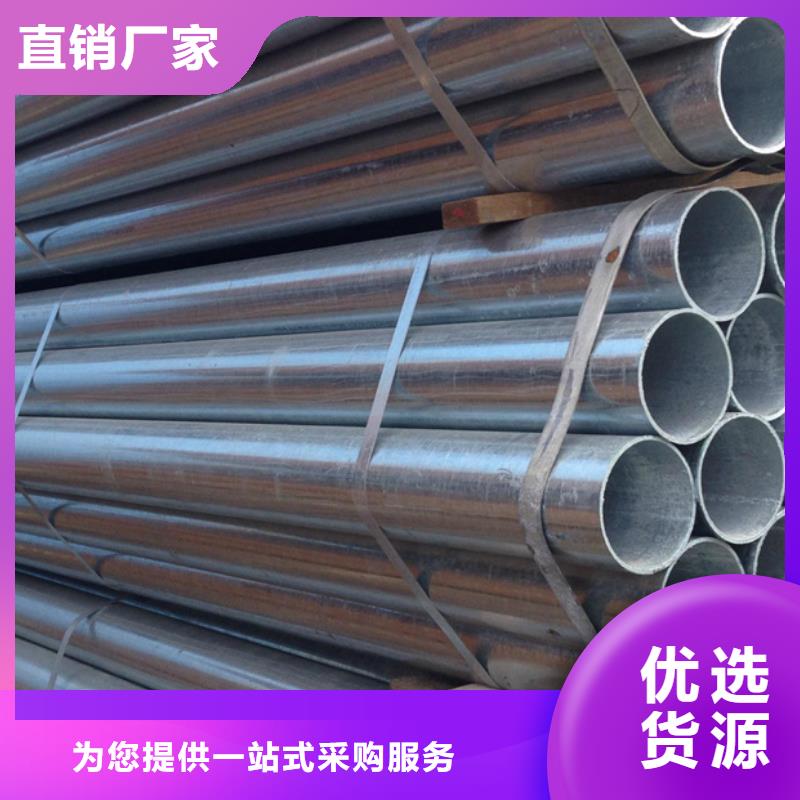
要提高云南迪慶熱鍍鋅管的整體特性,加大對公司發展的推動力度。這就要求企業提高鍍鋅扁鋼在加工過程中的專業化管理方法,從原材料的采購,到生產過程,到成品入庫的檢驗,在每一個全過程中,都有相應的管理應該制定計劃,對每個過程進行評估,對產品進行精細化和細致化,體現公司的管理方法,但是這種管理方法的演進之后還是為了產品質量的提高 作為云南迪慶熱鍍鋅鋼管的加工制造,無論是加工工藝的標準,還是質量檢驗的規范,都應該從產品本身出發,制定一套相應的產品管理制度。只有嚴格的管理方法,才能提高熱鍍鋅鋼管的加工能力。因此,公司的管理方式是一種深度創新的管理方式。只有做好這種管理方式,才能體現公司未來的發展趨勢。為了更好地滿足不同客戶的要求,現階段熱鍍鋅鋼管的規格和型號非常豐富多彩,同時其生產材料也包括種類繁多。 云南迪慶熱鍍鋅鋼管可以做不銹鋼板成品,也可以做焊接鋼管的坯料和疊層金屬板的薄坯。那么,在加工制造熱鍍鋅鋼管的情況下,有哪些關鍵的加工步驟呢?扁鋼毛用左右兩套重疊定位輪對細粗位置進行預校準,然后拉直。下面是利用一對相對布置的鑄輪擠壓熱鍍鋅鋼管的整體寬度,使其整體寬度能夠達到估算的主要參數。



只有對鍍鋅無縫管進行質量管理,才能進行生產工作的操作過程,也是保證操作人員人身的必備要素。 重點應用大跨度鋼網架、工程項目房屋建筑鋼結構工程施工、電力安裝工程及高壓輸變電工程建設工程、自動化機械、海底隧道、道路、公路橋梁、市政管網 、基礎路基、基礎打樁、水氣管道、公路建設等公共服務設施。 根據云南迪慶鍍鋅管焊接工藝相關技術標準,對焊絲和焊膏的規格進行檢查,防止因焊絲誤操作造成電弧焊和電焊的生產事故, 焊膏。 二是對弧焊點焊生態環境進行監管。 當自然環境較弱時,應采用相應的方法進行弧焊和電焊。 焊前檢查焊接規格和型號,包括間隙、鈍邊、視角和通縫,均不符合制造工藝要求。 云南迪慶鍍鋅管在埋弧自動內外弧焊的整個過程中,所使用的加工工藝參數,如弧焊量、焊接工作標準電壓、焊接焊接速度等都是有問題的。 在監理電焊工埋弧自動式內外弧焊時,可靈活應用鍍鋅無縫管端弧板的長度,提高內外弧焊電焊弧板的應用效率,有利于 改進液壓鋼管端部。 弧焊焊接質量。 監督弧焊和電焊工作的工人是否先將煤灰清理干凈,接頭是否已經解決,焊接處是否有機油、鐵銹、熔渣、水、油漆等。


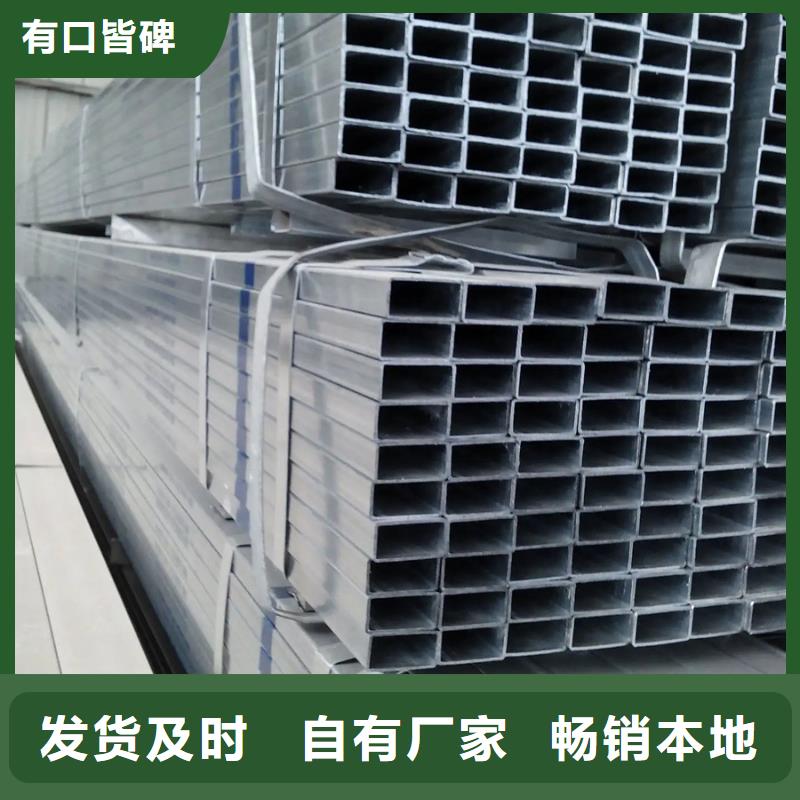
云南迪慶鍍鋅管加工時當鋼帶的頭尾對接焊縫較大時,如果在過成形時處理不當,很容易造成較大的錯位。由于未切割鋼帶的頭部和尾部的形狀和尺寸精度較差。 螺旋鋼管是以帶鋼卷材為原料制成的。 它是采用自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,常采用溫擠壓成型。 原材料為帶卷、焊絲、焊劑。 投入使用前必須經過嚴格的理化檢驗。 帶鋼頭尾采用單絲或雙絲埋弧焊對接,卷成鋼管后采用自動埋弧焊補焊。 成型前對帶鋼進行校平、修整、刨平、表面清理、輸送和預彎。 云南迪慶Q345B鍍鋅鋼管采用電接點壓力表控制輸送機兩側油缸的壓力,保證帶鋼輸送順暢。采用外控或內控滾壓成型。采用焊縫間隙控制裝置,保證焊縫間隙滿足焊接要求,嚴格控制管徑、錯位量和焊縫間隙。 內焊外焊均采用美國林肯焊機進行單絲或雙絲埋弧焊,以獲得穩定的焊接規格。 焊縫全部采用在線連續超聲波自動損傷儀檢測。保證100%的螺旋焊縫無損檢測覆蓋率。 如有缺陷,自動報警并噴標,生產工人可隨時相應調整工藝參數,及時缺陷。 使用空氣等離子切割機將鋼管切成單件。


