


聯系我們

更新時間:2025-01-25 19:37:21 瀏覽次數:5 公司名稱: 河畔水利機械廠
| 產品參數 | |
|---|---|
| 產品價格 | 面議/套 |
| 發貨期限 | 面議 |
| 供貨總量 | 12000 |
| 運費說明 | 面議 |
| 最小起訂 | 1 |
| 是否廠家 | 廠家 |
| 產品材質 | 鑄鐵 |
| 發貨城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 揚禹 |
| 主體材質 | 鑄鐵 |
| 密封形式 | 硬密封型 |
| 連接形式 | 手電啟閉機 |
| 用途 | 止水 |





1、閘門在啟閉時應注意閘板的上、下極限位置,不能超限,以免損壞閘門或啟閉機。
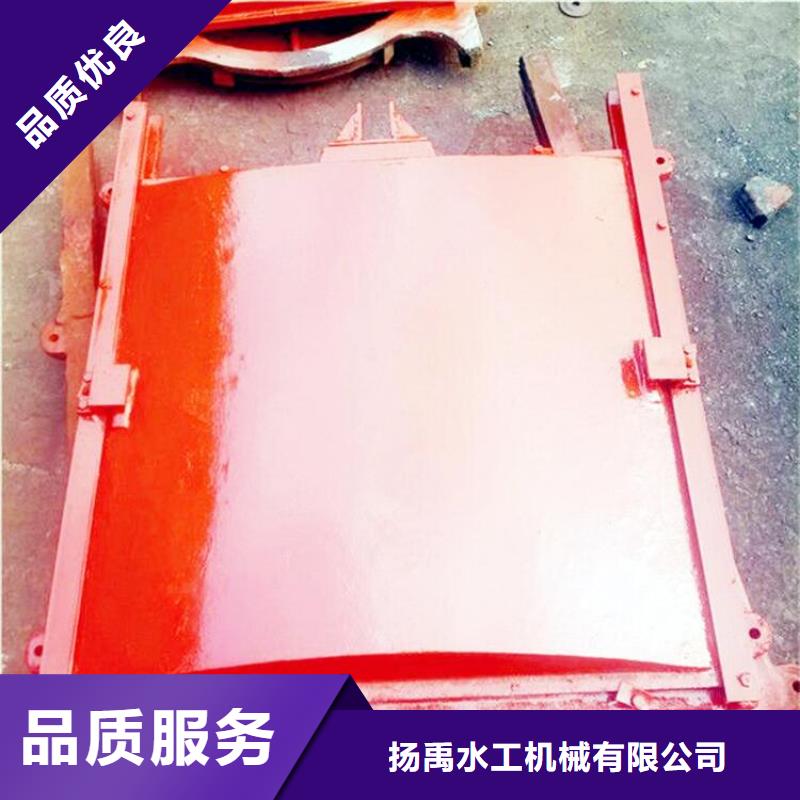
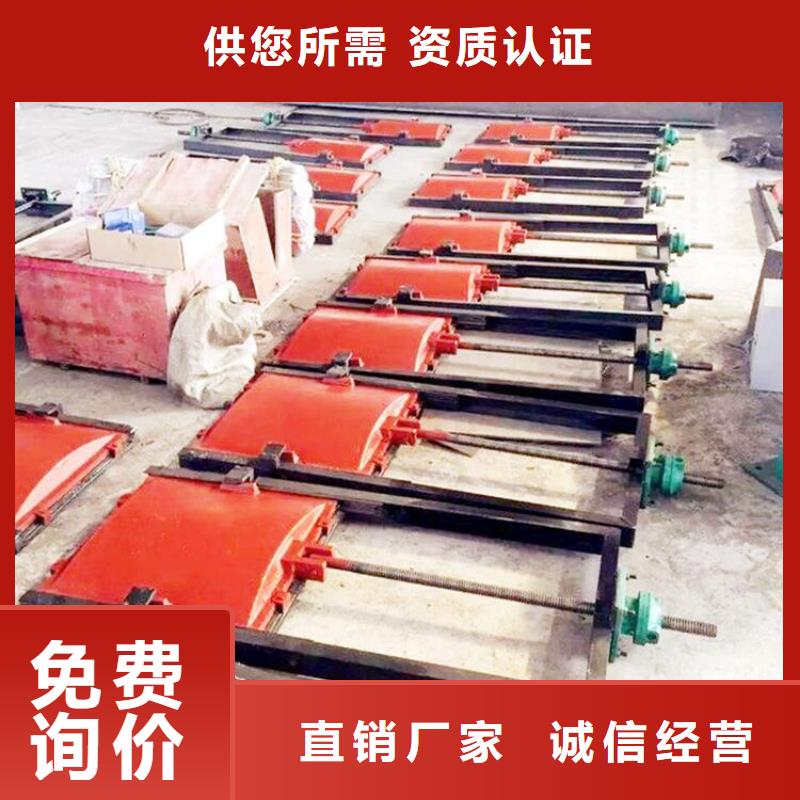
閘板是直接承受水壓力的擋水構件,閘框是閘板四周的支承構件,同時也是閘板上下運動的滑道,滑道以外部分鑲嵌于閘墩及閘底的二期混凝土中,將閘板所承受的水壓力均勻地傳遞到閘墩及閘室底部。閘框迎水面四周與閘板框四周背水面接觸處經機械精制、加工刨光后平直光滑、貼合嚴密,使結合面、止水面與運動滑道合三為一。在啟閉機作用下,當閘門啟閉運行時,緊閉斜鐵和閘框滑道確保閘門的縱橫運行軌跡,在水壓力和緊閉斜鐵的雙重作用下,確保閘板運行平穩, 使閘板與閘框滑道緊密貼合,從而達到有效止水的目的。
2、閘門在啟閉過程中如有異常情況應立即停止使用,及時檢查修理。
3、閘門在關閉時距閘底10公分處,暫停2分鐘,讓激流沖凈底門槽內雜物,然后再將閘門關閉。
3、方便使用(開關無需人工操作)
雙向鑄鐵閘門如何安裝:安裝前可根據不同的閘門尺寸設計不同的預埋槽,規格一般為200*200MM,300*300MM,350*350MM,400*400MM等。安裝時閘門和閘框一起起吊和安裝,預埋槽內安置預埋鐵以便于閘門的固定,當上述事宜均完成后,二次澆注預埋槽將預埋件預埋上。

正確延長閘門的使用壽命有哪些方法:
1、要注意閘門表面層的保養維護
在使用閘門的時候,很多人都會將閘門與鑄鐵閘門相比較,在感慨鑄鐵閘門的操作困難的同時,也會對閘門存在有一定的想法。而閘門在進行使用的過程中,是會存在有諸多的便利與實際。只是,想要在自然的侵襲之下完整的保護它,就要注重細節上的維護了。及時的保養,并且盡量的避免設備的表面層被一些化學物質或是一些污漬所腐蝕,以免影響到正常的使用,導致設備受到損壞。
2、閘門需要定時的進行保養
我們在使用任何物件的時候,都是會希望它可以長久的陪伴我們,延長老化的時間。閘門也一樣,在使用的時候,要注重及時的保養維護,并且盡量的保持合適的規律,有助于設備的操作價值,并且在進行維護的過程中也可以適當的添加一些潤滑劑,及時的解決掉設備運行中噪聲過大的問題。

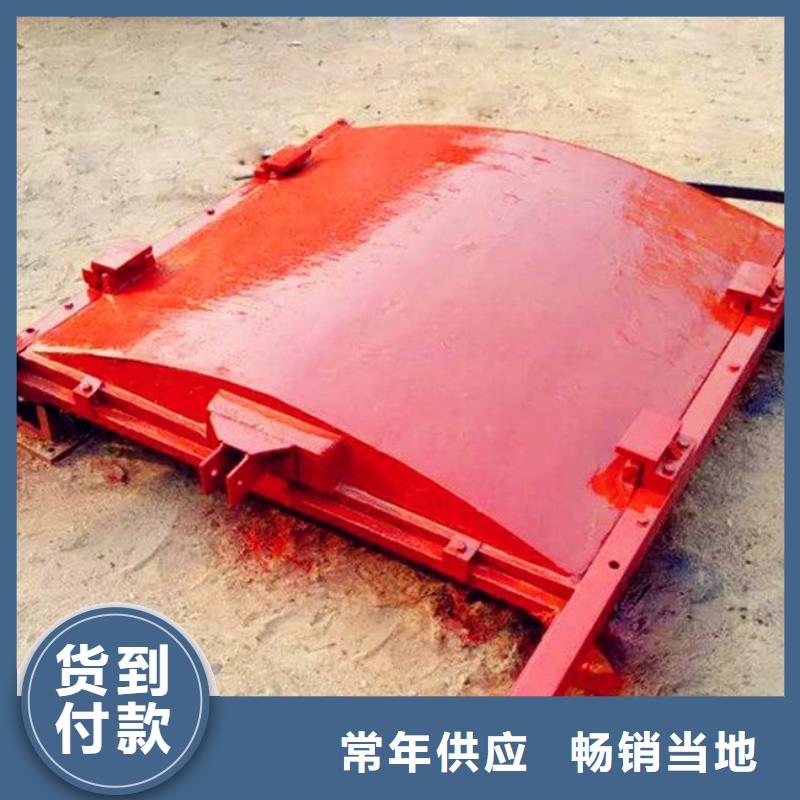
鑄鐵閘門安裝凝土墻垛的四周要楔人巖石內,以承受較大的水壓力和不漏水。防水閘門平時呈敞開狀態,它所在處安設短的活動鋼軌,發生突水時可以將活動鋼軌迅速拆除,把防水閘門關閉。閘門關閉方向應由來水側向外側關閉。防水閘門是井下防水的主要設施,凡水患威脅嚴重的礦井,在井下巷道設計布置中,就應在適當地點預留防水閘門硐室和水閘墻的位置,使礦井形成分翼、分水平或分采區隔離開采。在水患發生時,能夠使礦井分區隔離,縮小災情影響范圍,控制水勢危害,確保礦井。井下防水閘門的設計、施工、試驗、日常維護以及技術管理等方面的工作,具有結構簡單,密封性能好,耐磨性強,操作簡單,安裝方便,使用壽命長,規格齊全,適用性廣等特點,可根據客戶需要選配手動啟閉機或手電兩用啟閉機。 1.啟閉機應根據啟閉力及自動化程度確定,具體可參閱啟閉機樣本。 2.平臺設計負荷應考慮正反雙向承受力(關閉力參考啟力)。 3.軸導架是根據井深不同而設定的,設計時應與聯軸器不干涉(工作時整個螺桿,聯軸器、閘門蓋都作上下移動,稱為明桿式;工作時絲桿不移動,閘門蓋上下移動稱為暗桿閘門),3m以上設軸導架,并注明軸導架位置。 4.反向承壓閘門應各種訂貨,正向承壓閘門當用于承受反向水壓時,水頭應2.5mm。 5.本公司可承制各種材質規格的閘門。 6.暗桿閘門宜裝于風景區或道路中間的窨井內。 
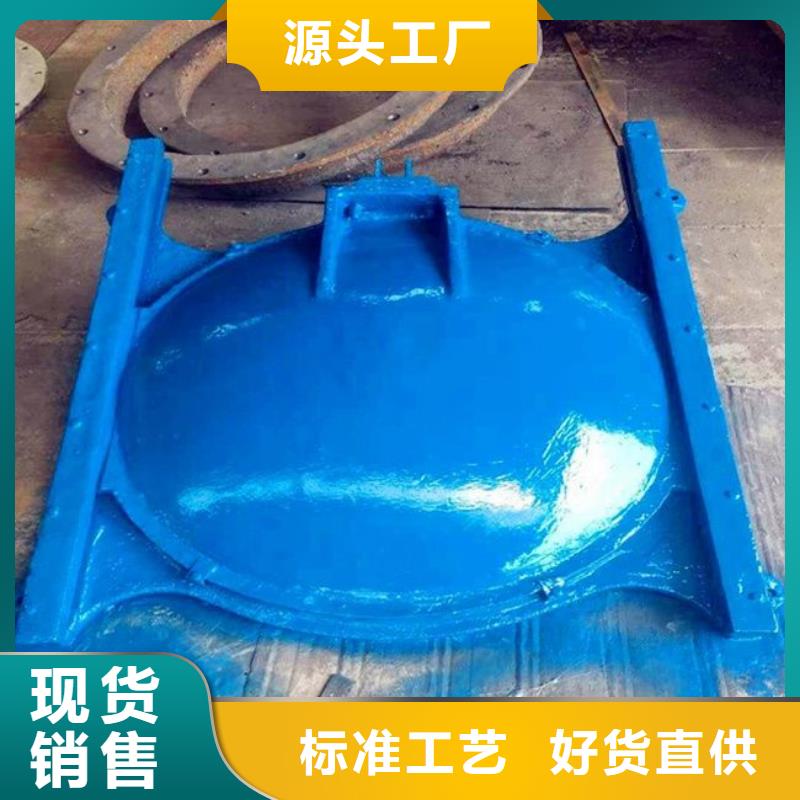
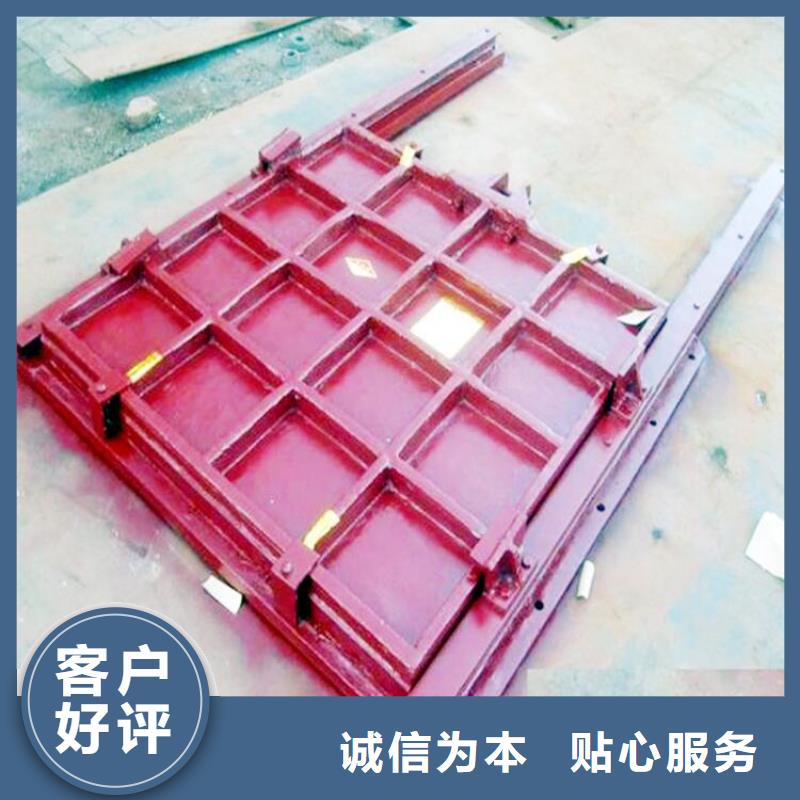
鑄鐵閘門是以鑄鐵為原料制作的,具有耐腐蝕、止水密封好、安裝簡單、使用壽命長等優點。有單、雙向止水,止水采用精加工后自身或鑲銅、不銹鋼等方式止水。結構形式有ZFZ方型鑄鐵閘門、ZPS雙向止水鑄鐵閘門、ZHZ弧形鑄鐵閘門等。鑄鐵閘門噴砂用氣操作壓力小,少于0.5MPa,配備6m3/Sr空氣壓縮機,采用流動式空氣壓縮機時,其排氣量為6m3/s,額定壓力為0.8MPa,功率為37kw。噴砂處理所用的壓縮空氣必須經過冷卻裝置及油水分離器處理,以保證壓縮空氣的干燥、無油,油水分離器必須定期清理。噴砂時噴嘴尺寸為6~8mm,在使用過程中,由于磨損,孔口直徑增大了25%時宜更換噴嘴。經噴砂處理并檢驗合格的金屬表面,在運輸或防腐施工前應保持干凈,避免沾染上水或油污雜質。并且不能直接用手接觸金屬表面,以防止局部返銹,已沾染上油污的金屬表面必須用相應的有機溶劑進行處理。以噴槍中的壓縮空氣為原動力,在驅動裝置推動下,鋅絲通過噴嘴,在氧一乙炔焰的加熱下,成為熔融體。借壓縮空氣使之霧化成微粒并噴射到工件上,形成熱噴涂鋅保護層。