欄板廠家-為您服務(wù)")
欄板廠家-為您服務(wù)")
欄板廠家-為您服務(wù)")


云海旭金屬材料有限公司
德州高速護(hù)欄板廠家-為您服務(wù)
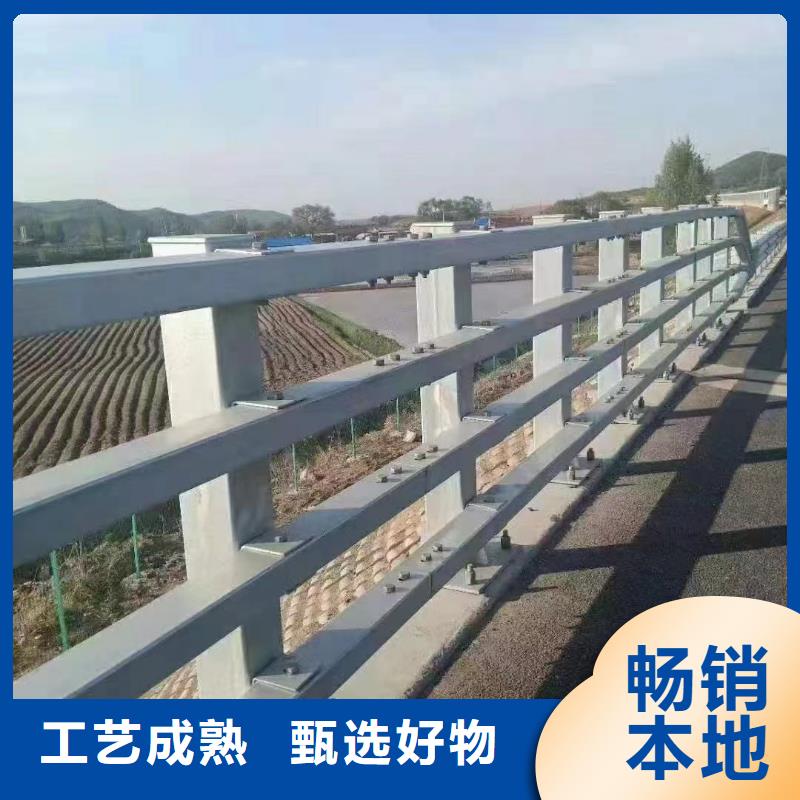
下面為大介紹一下不銹鋼復(fù)合管護(hù)欄的良能:制作安裝簡便快捷,采用的插扣式連接,大大安裝效率。品種規(guī)格繁多,多種造型任你選擇,兼具風(fēng)格和當(dāng)今流行時(shí)尚,盡顯高貴與現(xiàn)代美感。、環(huán)保,對(duì)人(畜)無害,即使無意觸及護(hù)欄也不會(huì)像鋼,鐵護(hù)欄那樣傷人。
護(hù)欄具有足夠的強(qiáng)度和抗沖擊性能。采用特種噴涂或氧化,抗紫外線、不退色、不發(fā)黃、不脫皮、不開裂、不起泡、不蟲蛀,不銹鋼復(fù)合管護(hù)欄使用壽命可達(dá)60年以上。以上介紹的是不銹鋼復(fù)合管護(hù)欄的良能,希望大家有所了解,更多信息請(qǐng)登錄。
下面為大介紹一下不銹鋼復(fù)合管護(hù)欄的消息:制作安裝簡便快捷,采用的插扣式連接,大大安裝效率。品種規(guī)格繁多,多種造型任你選擇,兼具風(fēng)格和當(dāng)今流行時(shí)尚,盡顯高貴與現(xiàn)代美感。、環(huán)保,對(duì)人(畜)無害,即使無意觸及護(hù)欄也不會(huì)像鋼,鐵護(hù)欄那樣傷人。
護(hù)欄具有足夠的強(qiáng)度和抗沖擊性能。采用特種噴涂或氧化,抗紫外線、不退色、不發(fā)黃、不脫皮、不開裂、不起泡、不蟲蛀,不銹鋼復(fù)合管護(hù)欄使用壽命可達(dá)60年以上。以上介紹的是不銹鋼復(fù)合管護(hù)欄的消息,希望大家有所了解,更多信息請(qǐng)登錄。
內(nèi)襯不銹鋼復(fù)合鋼管的焊接順序?yàn)橄群笍?fù)合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術(shù)措施主要包括以下幾點(diǎn):
(1) 管子對(duì)焊組對(duì)時(shí), 其內(nèi)壁應(yīng)齊平, 內(nèi)壁錯(cuò)邊量不宜超過管壁厚度的 10%,且應(yīng)≤2 mm。
(2) 焊接時(shí), 應(yīng)盡量采用多層焊, 各焊層焊道的接頭應(yīng)盡量錯(cuò)開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點(diǎn)固焊時(shí)管內(nèi)必須充氬, 以保證點(diǎn)固焊焊縫質(zhì)量。 打底焊時(shí),仰焊位置采用內(nèi)填絲, 立焊、 平焊位置采用外填絲法進(jìn)行焊接。
(4) 應(yīng)在坡口內(nèi)引弧, 禁止在非焊接部位引弧, 接弧處應(yīng)保證焊透與熔合, 熄弧時(shí)應(yīng)填滿弧坑, 焊接即將結(jié)束時(shí), 應(yīng)減小氬氣流量, 防止氣壓過大使焊縫產(chǎn)生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區(qū), 防止破壞電弧的穩(wěn)定和產(chǎn)生夾鎢缺陷, 焊絲端部不得退出保護(hù)區(qū), 防止焊絲氧化。
欄板廠家-為您服務(wù)")
欄板廠家-為您服務(wù)")
欄板廠家-為您服務(wù)") 下面為大家介紹一下不銹鋼復(fù)合管護(hù)欄的好處:不銹鋼復(fù)合管護(hù)欄采用6063工業(yè)用鋁,通過、時(shí)效、烙化、高溫靜電噴涂后,以古典插扣組合式新工藝制作而成。不銹鋼復(fù)合管護(hù)欄無需焊接、絲接和角碼連接,其節(jié)點(diǎn)嚴(yán)密無縫、可靠,富有美觀時(shí)尚不生銹、綠色環(huán)保壽命長的優(yōu)良品質(zhì)。
下面為大介紹一下不銹鋼復(fù)合管護(hù)欄的常識(shí):制作安裝簡便快捷,采用的插扣式連接,大大安裝效率。品種規(guī)格繁多,多種造型任你選擇,兼具風(fēng)格和當(dāng)今流行時(shí)尚,盡顯高貴與現(xiàn)代美感。、環(huán)保,對(duì)人(畜)無害,即使無意觸及護(hù)欄也不會(huì)像鋼,鐵護(hù)欄那樣傷人。
護(hù)欄具有足夠的強(qiáng)度和抗沖擊性能。采用特種噴涂或氧化,抗紫外線、不退色、不發(fā)黃、不脫皮、不開裂、不起泡、不蟲蛀,不銹鋼復(fù)合管護(hù)欄使用壽命可達(dá)60年以上。以上介紹的是不銹鋼復(fù)合管護(hù)欄的常識(shí),希望大家有所了解,更多信息請(qǐng)登錄。
下面為大家介紹一下不銹鋼復(fù)合管護(hù)欄的好處:不銹鋼復(fù)合管護(hù)欄采用6063工業(yè)用鋁,通過、時(shí)效、烙化、高溫靜電噴涂后,以古典插扣組合式新工藝制作而成。不銹鋼復(fù)合管護(hù)欄無需焊接、絲接和角碼連接,其節(jié)點(diǎn)嚴(yán)密無縫、可靠,富有美觀時(shí)尚不生銹、綠色環(huán)保壽命長的優(yōu)良品質(zhì)。
下面為大介紹一下不銹鋼復(fù)合管護(hù)欄的常識(shí):制作安裝簡便快捷,采用的插扣式連接,大大安裝效率。品種規(guī)格繁多,多種造型任你選擇,兼具風(fēng)格和當(dāng)今流行時(shí)尚,盡顯高貴與現(xiàn)代美感。、環(huán)保,對(duì)人(畜)無害,即使無意觸及護(hù)欄也不會(huì)像鋼,鐵護(hù)欄那樣傷人。
護(hù)欄具有足夠的強(qiáng)度和抗沖擊性能。采用特種噴涂或氧化,抗紫外線、不退色、不發(fā)黃、不脫皮、不開裂、不起泡、不蟲蛀,不銹鋼復(fù)合管護(hù)欄使用壽命可達(dá)60年以上。以上介紹的是不銹鋼復(fù)合管護(hù)欄的常識(shí),希望大家有所了解,更多信息請(qǐng)登錄。
欄板廠家-為您服務(wù)") 內(nèi)襯不銹鋼復(fù)合鋼管的焊接順序?yàn)橄群笍?fù)合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術(shù)措施主要包括以下幾點(diǎn):
(1) 管子對(duì)焊組對(duì)時(shí), 其內(nèi)壁應(yīng)齊平, 內(nèi)壁錯(cuò)邊量不宜超過管壁厚度的 10%,且應(yīng)≤2 mm。
(2) 焊接時(shí), 應(yīng)盡量采用多層焊, 各焊層焊道的接頭應(yīng)盡量錯(cuò)開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點(diǎn)固焊時(shí)管內(nèi)必須充氬, 以保證點(diǎn)固焊焊縫質(zhì)量。 打底焊時(shí),仰焊位置采用內(nèi)填絲, 立焊、 平焊位置采用外填絲法進(jìn)行焊接。
(4) 應(yīng)在坡口內(nèi)引弧, 禁止在非焊接部位引弧, 接弧處應(yīng)保證焊透與熔合, 熄弧時(shí)應(yīng)填滿弧坑, 焊接即將結(jié)束時(shí), 應(yīng)減小氬氣流量, 防止氣壓過大使焊縫產(chǎn)生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區(qū), 防止破壞電弧的穩(wěn)定和產(chǎn)生夾鎢缺陷, 焊絲端部不得退出保護(hù)區(qū), 防止焊絲氧化。
內(nèi)襯不銹鋼復(fù)合鋼管的焊接順序?yàn)橄群笍?fù)合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術(shù)措施主要包括以下幾點(diǎn):
(1) 管子對(duì)焊組對(duì)時(shí), 其內(nèi)壁應(yīng)齊平, 內(nèi)壁錯(cuò)邊量不宜超過管壁厚度的 10%,且應(yīng)≤2 mm。
(2) 焊接時(shí), 應(yīng)盡量采用多層焊, 各焊層焊道的接頭應(yīng)盡量錯(cuò)開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點(diǎn)固焊時(shí)管內(nèi)必須充氬, 以保證點(diǎn)固焊焊縫質(zhì)量。 打底焊時(shí),仰焊位置采用內(nèi)填絲, 立焊、 平焊位置采用外填絲法進(jìn)行焊接。
(4) 應(yīng)在坡口內(nèi)引弧, 禁止在非焊接部位引弧, 接弧處應(yīng)保證焊透與熔合, 熄弧時(shí)應(yīng)填滿弧坑, 焊接即將結(jié)束時(shí), 應(yīng)減小氬氣流量, 防止氣壓過大使焊縫產(chǎn)生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區(qū), 防止破壞電弧的穩(wěn)定和產(chǎn)生夾鎢缺陷, 焊絲端部不得退出保護(hù)區(qū), 防止焊絲氧化。
您的位置>首頁 >德州當(dāng)?shù)匦袠I(yè)新聞 >