


行業內大直徑直縫鋼管生產將采用T型焊接技術,即將直縫管的短段拼接成滿足工程要求的長度,大大增加直縫鋼管T型焊接缺陷的概率。此外,T形焊縫處的焊接殘余應力相對較大。焊縫金屬往往產生一種應力作用,這增加了裂紋的可能性。和直縫鋼材相比,螺旋鋼管在強度上要有一定的優勢。生產螺旋鋼管的主要工藝就是埋弧焊。螺旋鋼管可用于由相同寬度的坯料生產不同管徑的焊管。也可用于由較窄的坯料生產較大管徑的焊管。然而,與相同長度的直縫管相比,焊縫管的長度增加了30~100%,因為以上的原因,螺旋鋼管的生產速度很慢。因此,直縫焊接主要用于小直徑焊管。而螺旋焊接主要用于大直徑焊管。
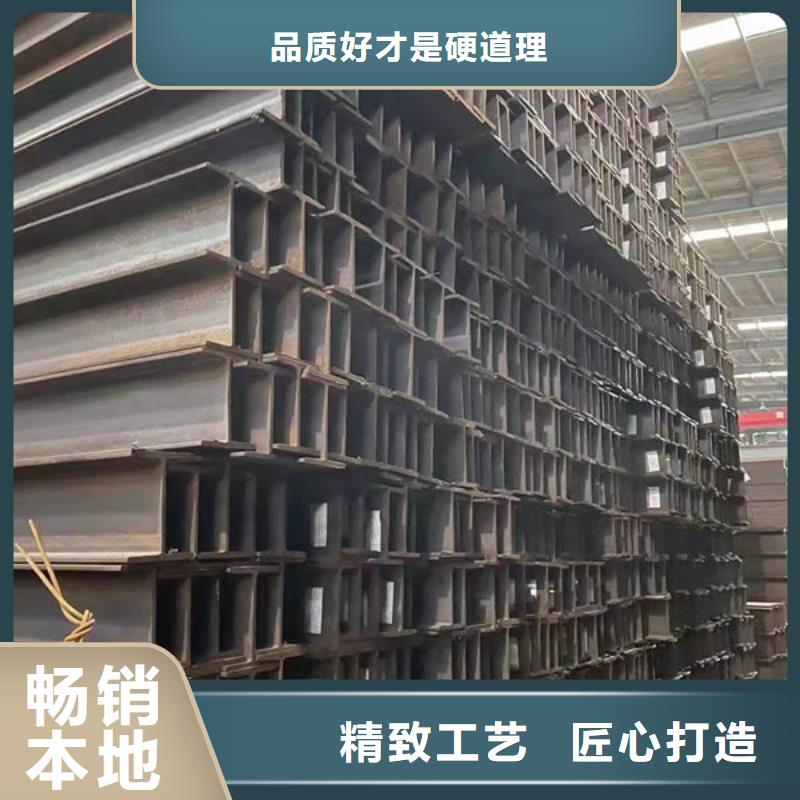
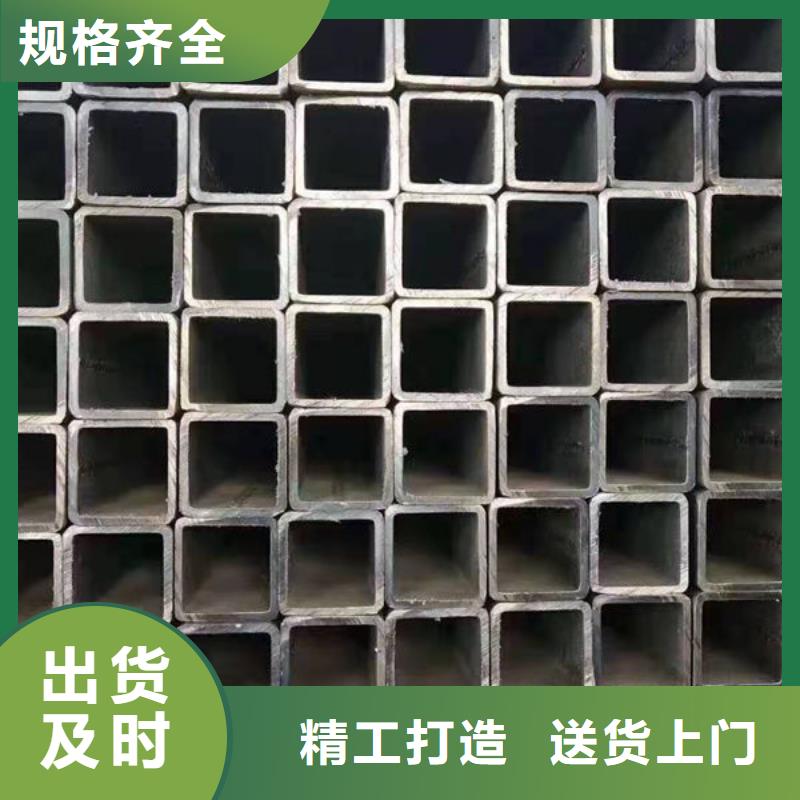
方管廠生產的大口徑方管大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。大口徑方管還廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。1.結構用大口徑方管(GB/T8162-1999)是用于一般結構和機械結構的大口徑方管。2.流體輸送用大口徑方管(GB/T8163-1999)是用于輸送水、油、氣等流體的一般大口徑方管。3.低中壓鍋爐用大口徑方管(GB3087-1999)鋼材是用于制造各種結構低中壓鍋爐過熱蒸汽管、沸水管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管用的優質碳素結構鋼熱軋和冷拔(軋)大口徑方管。4.高壓鍋爐用大口徑方管(GB5310-1995)是用于制造高壓及其以上壓力的水管鍋爐受熱面用的優質碳素鋼、合金鋼和不銹耐熱鋼大口徑方管。
所謂不銹鋼角鋼的折疊,就是在不銹鋼板面有許多折線,通常這種缺陷貫穿整個鋼材的縱向。形成折疊的原因是由于這種偽劣產品在生產的過分過程中追求,在下一道的軋制時就容易產生折疊,這類劣質折疊線會導致不銹鋼角鋼折彎后容易開裂,會大大降低不銹鋼的強度。不銹鋼角鋼表面產生麻面缺陷的原因,就是當不銹鋼角鋼軋制的軋槽磨損嚴重時,會導致角鋼表面形成不規則的凹凸不平。因為偽劣鋼材廠家過分追求利潤,常常會有軋槽軋制超標的現象。所以在購買不銹鋼角鋼的時候需要認真看表面。因為有的廠家的生產設備比較簡陋,有時會產生毛刺,容易刮傷不銹鋼角鋼表面,一旦刮傷深度達到一定程度,就會顯著影響不銹鋼角鋼的強度。還有一個很顯眼的特征就是,劣質的不銹鋼角鋼表面是沒有金屬光澤的,這是由于該不銹鋼角鋼在生產時的坯料是土坯,再加上軋制的溫度很少達標,所以沒有辦法按照軋制規定進行加工,這樣此類不銹鋼角鋼的鋼材性能就不夠達標了。
螺紋鋼的規格要求應在進出口貿易合同中列明。一般應包括標準的牌號(種類代號 )、鋼筋的公稱直徑、公稱重量(質量)、規定長度及上述指標的允差值等各項。我國標準公稱直徑為6、8、10、12、16、20、25、32、40、50mm的螺紋鋼系列。供貨長度分定尺和倍尺二種。我國出口螺紋鋼定尺選擇范圍為6~12m,日本產螺紋鋼材定尺選擇范圍為3.5~10m;國產內銷螺紋鋼若合同中無注明要求時,通常定尺為9m、12m兩個長度。表面質量。有關標準中對螺紋鋼的表面質量作了規定,要求端頭應切得平直,表面不得有裂縫、結疤和折疊,不得存在使用上有害的缺陷等。外形尺寸偏差允許值。螺紋鋼的彎曲度及鋼筋幾何形狀的要求在有關標準中作了規定。