



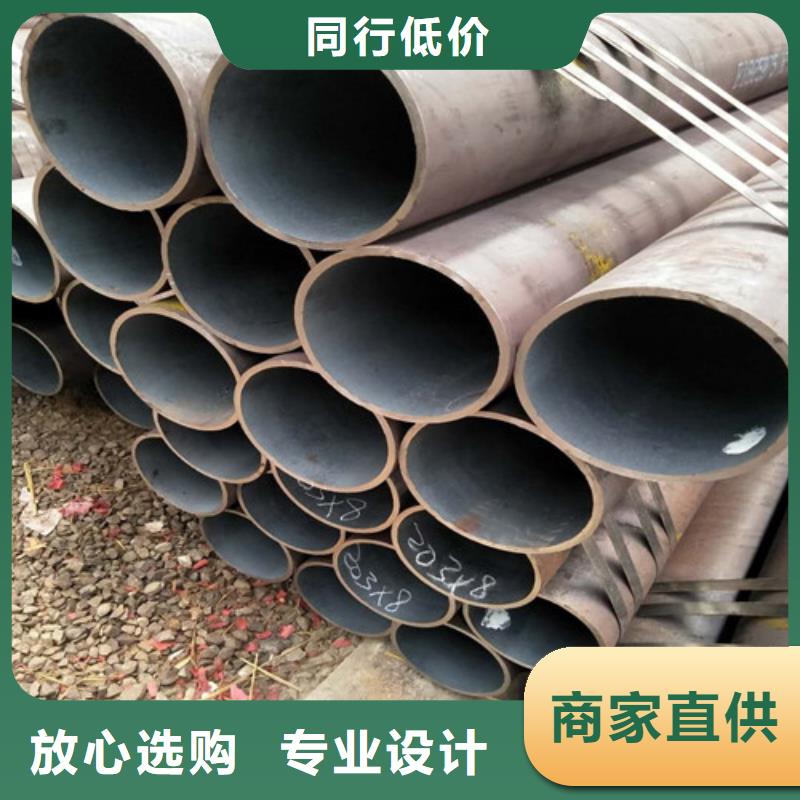
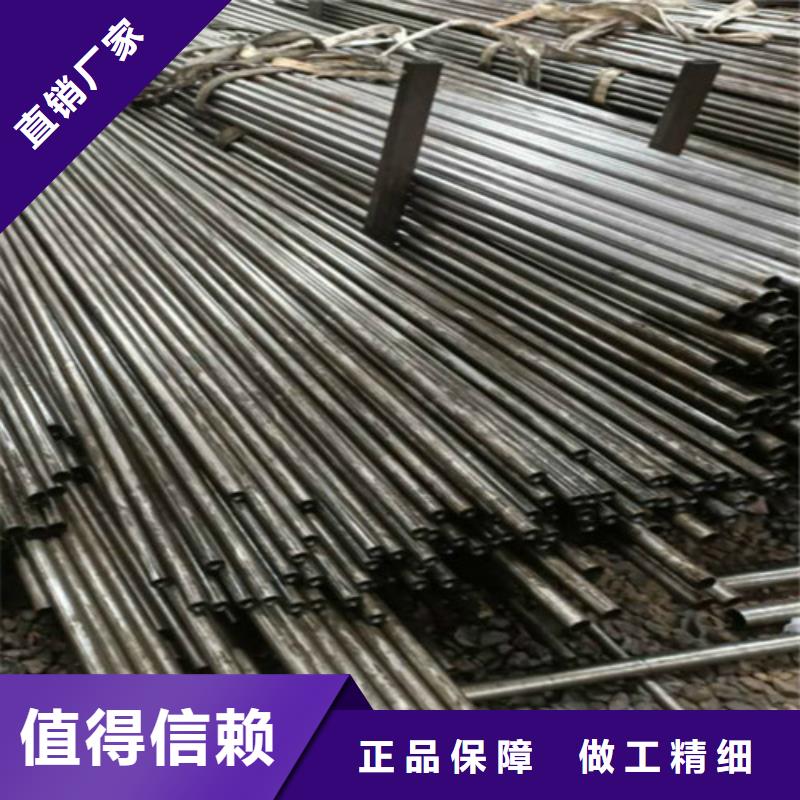

成分檢驗編輯 語音(1)GB3087-2008《低中壓鍋爐用無縫鋼管》規定。化學成分試驗方法按GB222-84及GB223《鋼鐵及合金化學分析方法》中的有關部分。(2)GB/T5310-2008《高壓鍋爐用無縫鋼管》規定。化學成分試驗方法按GB222-84及《鋼鐵及合金化學分析方法》、GB223《鋼鐵及合金化學分析方法》中的有關部分。(3)進口鍋爐鋼管的化學成分檢驗按合同規定的有關標準進行。生產方法編輯 語音鋼管分為 無縫鋼管和焊接鋼管。無縫鋼管生 產過程是將實心管坯或鋼錠穿成空 心的毛管,然后再將其軋制成所要 求尺寸的鋼管。采用的穿孔和軋管 方法不同,就構成了生產無縫鋼管 的不同方法。焊接鋼管生產過程是 將管坯(鋼板或帶鋼)彎曲成管狀, 再把縫隙焊接起來成為鋼管。因采 用的成型和焊接方法不同,就構成了生產焊接鋼管的不同方法。無縫鋼管主要用熱軋法生產。 擠壓法主要用于生產難穿孔的低塑 性高合金鋼管或異型鋼管和復合金 屬管。冷軋和冷拔法可將熱軋管繼 續加工成小直徑和薄壁的鋼管。焊接鋼管工藝過程簡單、生產 效率高、成本低、產品品種日益擴 大。無縫鋼管和焊接鋼管主要生產 方法見表1、2。
托輥管:用于帶式輸送機托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼制造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。
變壓器管:用于制造變壓器散熱管和其它熱交換器,采用普通碳素鋼制造,要求進行壓扁、擴口、彎曲、液壓試驗。鋼管以定尺或倍尺交貨,對鋼管彎曲度有一定要求。
異型管:由普通碳結結構鋼及16Mn等鋼帶焊制的方形管、矩形管、帽形管、空膠鋼門窗用鋼管,主要用作農機構件、鋼窗門等。
電焊薄壁管:主要用作制作家具、玩具、燈具等。近年來不銹鋼帶制作的薄壁管應用很廣,高級家具、裝飾、欄柵等。
螺旋焊管:是將低碳碳素結構鋼或低合金結構鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。螺旋焊管主要用于石油、天然氣的輸送管線,其規格用外徑*壁厚表示。螺旋焊管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。

2.焊接鋼管因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管,因其焊接形式的不同分為直縫焊管和螺旋焊管兩種,因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊接鋼管是由卷成管形的鋼板以對縫或螺旋縫焊接而成,在制造方法上,又分為低壓流體輸送用焊接鋼管、螺旋縫電焊鋼管、直接卷焊鋼管、電焊管等。無縫鋼管可用于各種行業的液體氣壓管道和氣體管道等。焊接管道可用于輸水管道、煤氣管道、暖氣管道、電器管道等。按材質鋼管按制管材質(即鋼種)可分為:碳素管和合金管、不銹鋼管等。碳素管又可分為普通碳素鋼管和優質碳素結構管。合金管又可分為:低合金管、合金結構管、高合金管、高強度管。軸承管、耐熱耐酸不銹管、精密合金(如可伐合金)管以及高溫合金管等。按連接方式分類鋼管按管端聯接方式可分為:光管(管端不帶螺紋)和車絲管(管端帶有螺紋)。車絲管又分為:普通車絲管和管端加厚車絲管。加厚車絲管還可分為:外加厚(帶外螺紋)、內加厚(帶內螺紋)和內外加厚(帶內外螺紋)等地車絲管。車絲管若按螺紋型式也可分為:普通圓柱或圓錐螺紋和特殊螺紋等地車絲管。另外,根據用戶需要,車絲管一般均配有管接頭交貨。
力學性能 鋼管鍍鋅前的力學性能應符合GB 3091的規定。5、鍍鋅層的均勻性鍍鋅鋼管應作鍍鋅層均勻性的試驗。鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)。6、冷彎曲試驗公稱口徑不大于50mm的鍍鋅鋼管應作冷彎曲試驗。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗時不帶填充物,試樣焊縫處應置于彎曲方向的外側或上部。試驗后,試樣上不應有裂縫及鋅層剝落同象。7、水壓試驗水壓試驗應在黑管進行,也可用渦流探傷代替水壓試驗。試驗壓力或渦流探傷對比試樣尺寸應符合GB 3092的規定。鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,力學性能①抗拉強度(σb):試樣在拉伸過程中,在拉斷時所承受的力(Fb),除以試樣原橫截面積(So)所得的應力(σ),稱為抗拉強度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的能力。式中:Fb--試樣拉斷時所承受的力,N(牛頓); So--試樣原始橫截面積,mm2。