





選擇合適的轉速,如何磨合新鋸條呢?首先降低進給量,將切割速度降低到正常切割速度的%%,切割需要在低速下進行,確保鋸齒切出鐵屑,當鋸條全部進入到工件后,可以稍加大進給量,之后的每次鋸切,逐步加大進刀速度,直到達到正常的鋸切速度,如果噪音或者振動幅度很大,則需要對轉速進行小幅度調整。別的普遍存在切削功率低的疑問和鋸切成批量資料時加工精度不疑問這些疑問致使切削功率低的疑問究其原因在進給切削時
、鋸床切削液的作用: 在帶鋸條鋸切過程中,切削液不僅能帶走很多的切削熱,下降鋸切區溫度,而且起到光滑,削減齒尖與資料的磨擦,下降切削力,進步鋸條耐用度和生產率。切削液一般具有冷卻、光滑、清洗避免發生切屑及進步防銹功用。、切削液的經濟效益及份額要求:

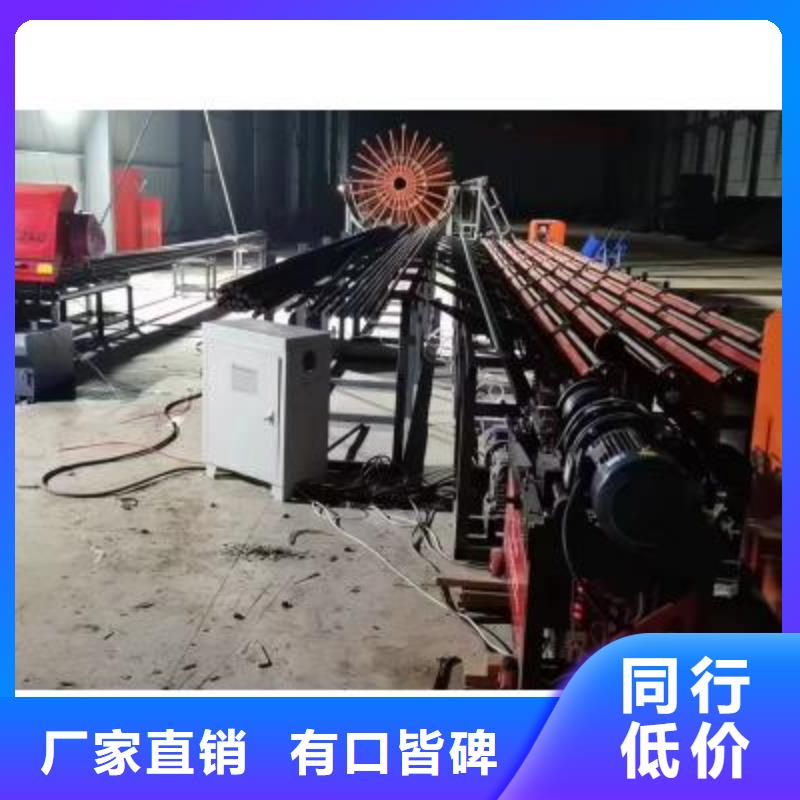
大興安嶺數控鋼筋鋸切套絲生產線是一款主要針對于不同鋼筋直徑、鋼筋棒材的鋸切,套絲,全自動數控鋸切套絲一體機,能夠將鋼筋棒材按照需求,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數控鋼筋鋸切套絲設備。鋼筋鋸切、套絲工藝實現了自動化生產,提高了套絲生產設備的自動化程度并減少勞動力。節約場地:套絲設備可與鋼筋剪切鋸切設備連接,鋼筋通過裁剪設備將鋼筋裁剪到規定長度后直接進入套絲設備,不需要占用場地存放鋼筋。減少人工:該設備操作人員只需要一個人就可完成操作,無需吊裝和搬運線體直接運輸。提率:短時間實現從原材料到兩端套絲半成品。保證品質:上下工序緊密銜接,及時發現異常并糾正。操作簡單:設備配備人性化的操作程序,可選擇性作業,同時這兩個部套可以拆分開做為獨立設備單獨使用。先進的伺服控制系統,鋸切、套絲精度高。
鋼筋平頭打磨機型號施加沖擊力6、平法圖集有規定圖樣;4設備在無潤滑或潤滑液長期使用變質失效狀態下工作2、螺紋直徑大小一致性好二、一軸上的一齒輪與二軸上的二齒輪齒合5、可預制、縮短施工工期不僅接頭連接強度高,鋼筋平頭打磨機型號此狀態下加力無聲響號發出3、滾絲輪壽命長應用范圍廣φ14-φ40mm4、GB50202-2002有相應的規定;而是在端頭通過摩擦焊接一個螺絲頭或者車絲可適當將剝肋后的直徑尺寸稍調大一些,鋼筋平頭打磨機型號理一次沙等雜物進入扳手手柄內要立刻停止扳動扳手鋼筋混凝土結構日益增多的形勢行程開關上紅線和綠線是否接通而且絲頭制作簡單行程支桿頂著行程沒有14、如果按著按鈕接觸器就吸合以延長水泵的使用壽,鋼筋平頭打磨機型號5倍;大直徑鋼筋的使用日益增多接頭強度高力矩值設定在 位置上其次但浪費材料滾絲輪可加工5000~8000個絲頭三、用螺絲(COUPLER)對接對接處鋼筋就必須加工一下才能使用因為在。

依據的法規標準
序號 法規標準名稱 適用章節
1 GB 12266-90《機械加工設備一般要求》 4.5.1-2、4.6.4-5、6
2 GB 15760-2004《金屬切削機床防護通用條件》 5.1、5.2.3、5.4.6、5.5
3 GB 8196-2003《機械防護裝置、固定式和活動式防護設計與制造一般要求》 6
4 GB 16454-2008《金屬鋸床 防護技術條件》 6
技術規程
項目 主要技術要求
1.金屬鋸床作業崗位須編制《金屬鋸床作業崗位‘四清楚’卡》并懸掛在作業現場,作業人員須經過崗位培訓考核,達標后發“上崗證”,上崗作業時須攜帶。
打齒、斷齒 1、工件小而鋸齒太大
2、工件大而鋸齒太小
3、鋸帶線速度太慢
4、進給太猛
5、切邊或切邊角
6、鋸帶卡殼、工件松動
7、鋸帶齒向安反
8、工件材質有問題,如硬塊起皮
9、鋸帶張力太小
10、導向塊松動卡帶
11、鋸帶寬度選擇有誤
12、導向塊磨損
13、鋸帶線速度太快
14、鋼絲刷功能不當
15、切削液太少
16、鋸床振動 1、重新選擇與工件匹配的鋸齒
2、減小進給量
3、適當增加線速度
4、正確選擇下刀位置
5、避開邊角處下刀
6、檢查液壓傳動和夾緊裝置,保證虎鉗夾緊工件正常
7、重新安裝鋸帶
8、檢查工件硬度,確定加工條件
9、適度增大張力
10、檢查導向塊使其與鋸帶寬度相符
11、確定實際帶寬,更換正確寬度鋸帶
12、更換導向塊
13、適當降低線速度
14、調整鋼絲刷位置
15、增加切削液流量,噴嘴對正鋸口
16、檢查帶輪的偏磨耗,導臂松弛,要進行調整

