


<大同>神悅鋼材有限公司
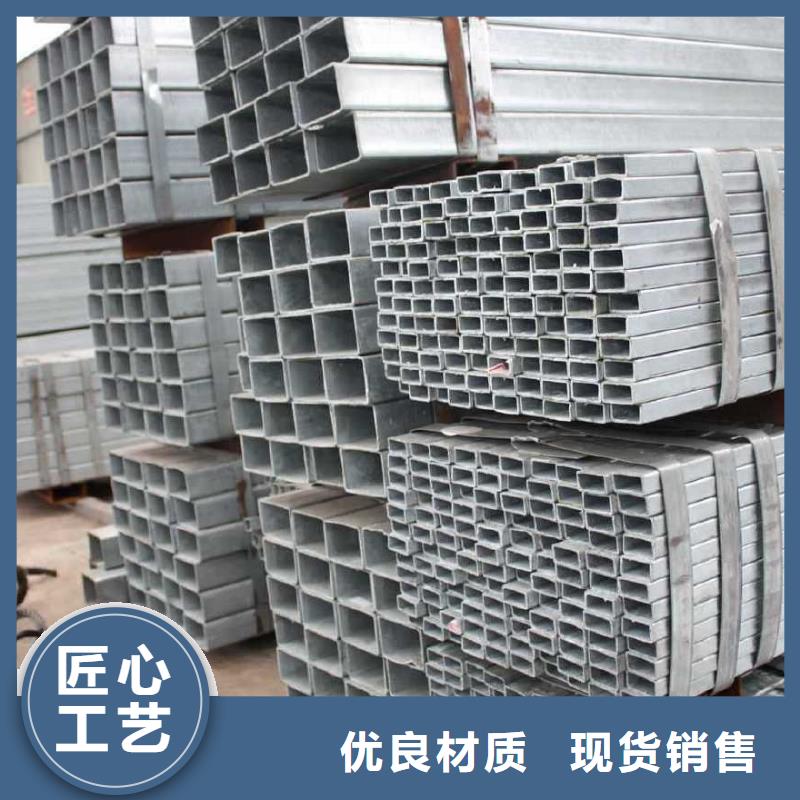
大同鍍鋅管更容易被劃傷; 頭尾不齊是帶鋼直接卷取,軋后不切頭尾造成的。 這些缺陷終導(dǎo)致焊管外觀質(zhì)量不合格,必須將其切斷或判斷為報(bào)廢,從而降低焊管的成品率和合格率。 塔盤卷從內(nèi)圈到外圈十條帶鋼為塔盤卷取帶卷,一般不允許大于50mm。 輕微松卷可在精軋后使用,而嚴(yán)重松卷則無法分揀,必須裁切使用,增加金屬消耗,降低成品率。 包裝不牢固,不符合包裝要求; 裝卸過程中操作不當(dāng); 原材料管理不善、儲(chǔ)存、來回升降,造成卷筒松動(dòng)。 大同鍍鋅方管氧化皮滲入帶鋼邊緣之間的焊縫區(qū)會(huì)導(dǎo)致焊接缺陷,而帶鋼表面的氧化鐵片滲入成型會(huì)加速成型輥的磨損。 氧化皮嚴(yán)重的熱軋帶鋼應(yīng)去氧化皮。 熱鍍鋅是將除銹后的鋼構(gòu)件浸入600℃左右的高溫鋅液中,使鋼構(gòu)件表面附著鋅層。 從而達(dá)到防腐的目的。 近年來,輕鋼結(jié)構(gòu)體系中出現(xiàn)了大量壓型鋼板。 熱浸鍍鋅也用于防止腐蝕。 熱鍍鋅的 道工序是酸洗除銹,然后是清洗。 這兩個(gè)過程的不完善會(huì)給防腐留下隱患,所以必須徹底處理。
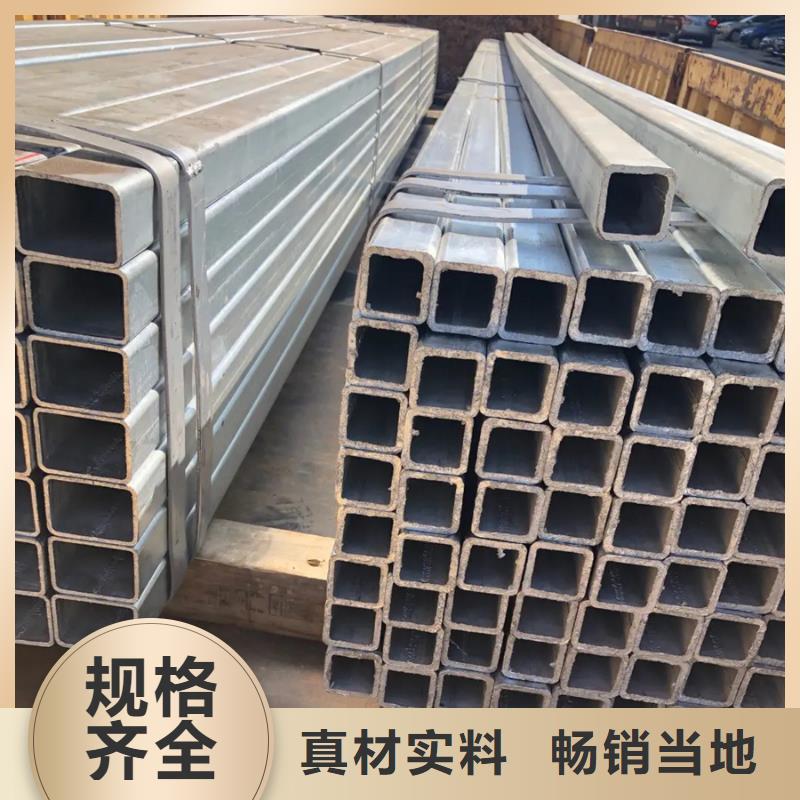
大同16mn鍍鋅鋼管在生產(chǎn)過程中,要經(jīng)過很多工序才能獲得具有這種特性的優(yōu)質(zhì)管件。根據(jù)鍍鋅無縫管的冷加工硬化,可以獲得滿意的鋁合金型材。生產(chǎn)工藝工業(yè)設(shè)備為:光亮熱處理設(shè)備主要用于在維修氣氛中對不銹鋼板產(chǎn)品的生產(chǎn)進(jìn)行熱處理工藝。在未規(guī)定鍍鋅無縫管應(yīng)用特性的情況下,光亮熱處理工藝后對鋁合金型材成分的要求不同,因此光亮熱處理工藝的生產(chǎn)工藝也會(huì)有所不同。 大同16mn鍍鋅管冷拔后,內(nèi)應(yīng)力會(huì)在鍍鋅無縫管原材料中空出,內(nèi)應(yīng)力對水管的抗應(yīng)力腐蝕開裂性能不是很好。各級(jí)冷拔導(dǎo)致原材料的應(yīng)力腐蝕開裂敏感性激增。冷拔等級(jí)也會(huì)對馬氏體不銹鋼板的高溫長期抗壓強(qiáng)度造成不良破壞。一般操作溫度越高或開裂應(yīng)用期越長,可進(jìn)行的冷拔等級(jí)越低。從上面的詳細(xì)描述可以看出,鍍鋅無縫管的熱處理工藝比較復(fù)雜,如果鋁合金型材的成分要符合標(biāo)準(zhǔn),就規(guī)定了工業(yè)設(shè)備在制冷中的調(diào)整。
格直供廠家")
格直供廠家")
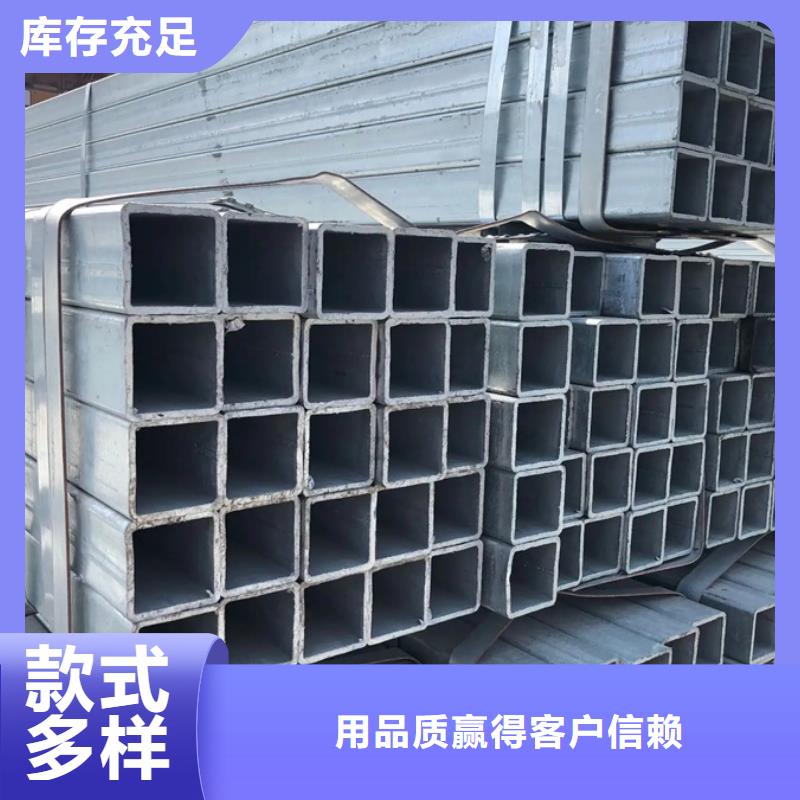
為什么說大同鍍鋅方管適合做溫室大棚用,溫室的框架由圓銅或鋼管制成,多為無柱溫室。由于材料和焊接方法的不同,傘裙的種類很多。在我國,有很多桁架式鋼架溫室和裝配式鍍鋅帶管溫室。 溫室所有骨架均由工廠按定型設(shè)計(jì)生產(chǎn),標(biāo)準(zhǔn)總成運(yùn)至現(xiàn)場安裝。 目前國內(nèi)主要生產(chǎn)跨度為6米、30米、8米、42米、10米、66米等不同類型的裝配式鍍鋅溫室。 它的高度為2至3米,均為拱形圓形溫室。 棚體由北向南延伸,棚內(nèi)無立柱。 預(yù)制溫室骨架由鋼管制成,拱桿、縱筋、膜槽、膜彈簧、棚頭、門、側(cè)通風(fēng)裝置等,由各種夾具組裝而成。 溫室拱桿由兩根直徑25~32mm的弧形鍍鋅方管對接,頂部有套管; 大同鍍鋅管每1米使用一根拱桿。 縱肋用直徑25mm的鍍鋅方管用拉桿和銷釘連接,拱桿用橫管卡箍固定在其上; 整個(gè)棚由6根縱肋連接為一體。 溫室棚頭用6根直徑25毫米的鋼管柱固定在拱桿上。 溫室內(nèi)有6個(gè)縱向薄膜槽,用槽管和十字夾固定在拱桿上,薄膜用薄膜彈簧固定。 棚頭橫向薄膜槽用平行槽管固定在拱桿上,棚頭薄膜也用薄膜彈簧固定。 安裝時(shí)先按現(xiàn)場圖紙布置線路,沿棚內(nèi)側(cè)挖一條0.5米深的溝渠。 先壓南北棚頭,立 拱,埋柱。 拱形柱埋在地下0.5米的基石上。
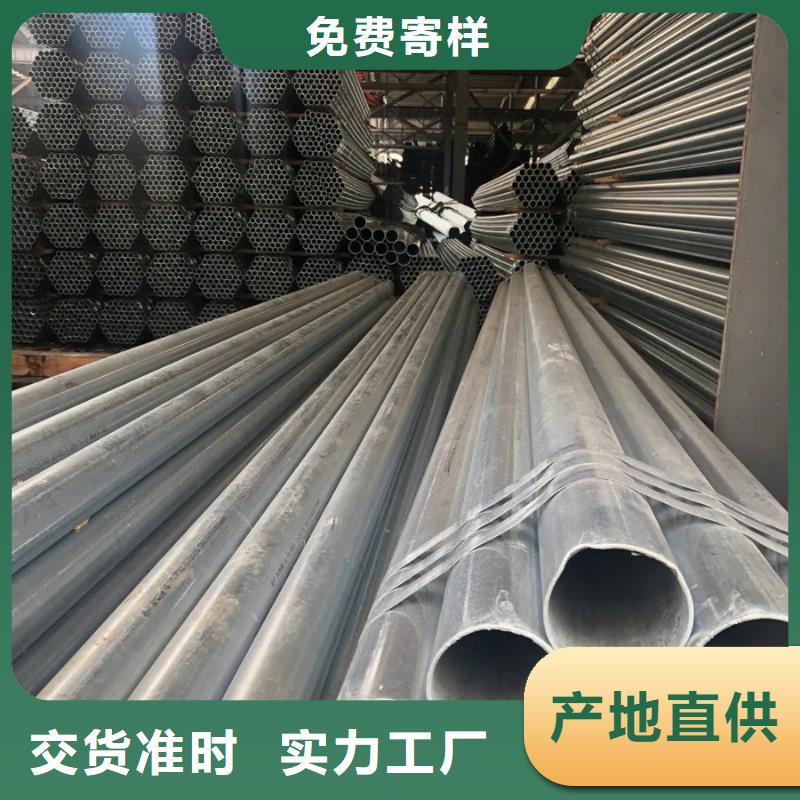
華爾鋼熱鍍鋅管物理變形規(guī)范,由于工程項(xiàng)目的需要,鍍鋅無縫管對電焊的焊接質(zhì)量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側(cè)自動(dòng)埋弧焊機(jī)在鍍鋅無縫管領(lǐng)域稱為內(nèi)焊。鍍鋅無縫管的內(nèi)焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時(shí),電流大,穿透深,不方便人眼觀察。經(jīng)驗(yàn)豐富的內(nèi)部組長可以從鍍鋅無縫管工業(yè)電視上調(diào)整焊接電焊軌,在內(nèi)焊時(shí)從外焊點(diǎn)的網(wǎng)絡(luò)熱點(diǎn)調(diào)整內(nèi)焊速度。 大同熱鍍鋅管焊接前,主要是對鍍鋅無縫管進(jìn)行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動(dòng)控制,采用遠(yuǎn)紅外履帶式熱處理爐片,全自動(dòng)設(shè)置曲線和描述曲線,熱電阻測溫。 加熱時(shí)熱阻測量點(diǎn)之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側(cè)焊接。
