您的位置>首頁 >大同本地產品推薦News >
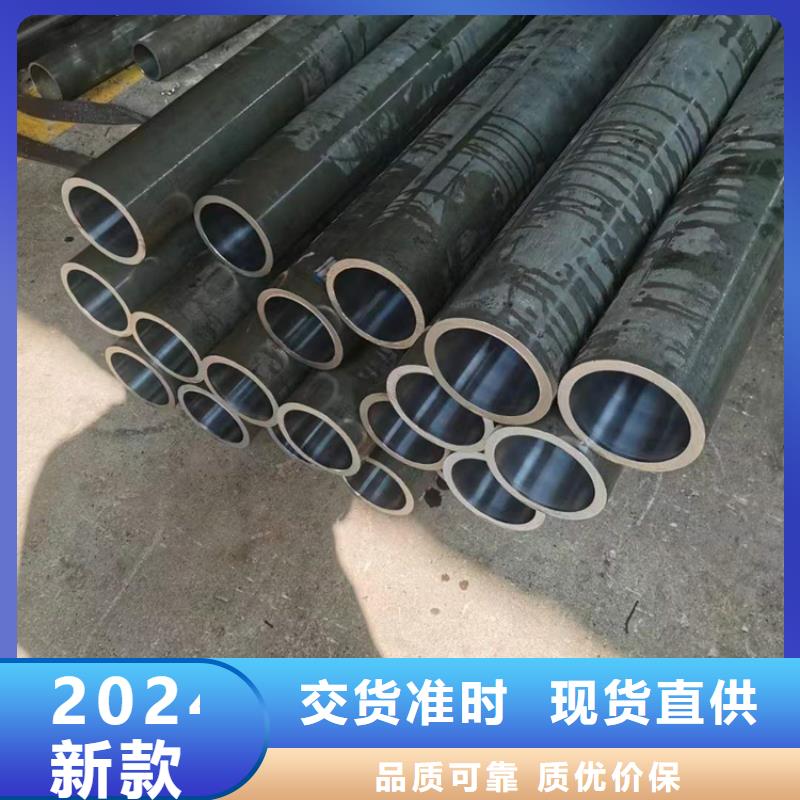
316L不銹鋼絎磨管
更新時間: 2025-01-28 05:08:35 瀏覽次數:3
以下是:316L不銹鋼絎磨管的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 適用領域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:316L不銹鋼絎磨管的圖文視頻
導讀 316L不銹鋼絎磨管,安達液壓機械有限公司為您提供316L不銹鋼絎磨管產品案例,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到山西省 大同市 礦區、南郊區、新榮區、陽高縣、天鎮縣、廣靈縣、靈丘縣、渾源縣、左云縣。 山西省,大同市 大同市,古稱云中、平城、云州,別稱中國煤都。山西省轄地級市,Ⅱ型大城市,山西省第二大城市,國務院批復確定的中國晉冀蒙交界地區中心城市之一和重要的綜合能源基地。截至2022年,全市下轄4個區、6個縣,總面積14176平方千米,常住人口310.0萬人,城鎮人口228.5萬人,城鎮化率73.7%。
山西省大同山西省大同316L不銹鋼絎磨管
<大同>九冶管業有限公司
質量是產品的前提,只有質量好了,才是服務客戶的根本,所以,對液壓油缸管 表面的缺陷進行完美的修復,是我們對客戶的 承諾 45#絎磨管在淬火后加高溫回火是調質 調質處理是熱處理的一種工藝是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調質后的零件具有優良的綜合機械性能.關于調制處理工藝的加溫時間保溫時間冷卻速度冷卻介質等要看具體的材料具體零件的技術要求來決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。

jiuye

減磨修補劑主要用于對磨損、劃傷金屬零件的修復。油缸絎磨管修復過程中,用合金刮刀在劃傷表面剔除深度為1mm以上的溝槽,然后用丙酮清洗溝槽表面,用珩磨管內徑仿形板調好的TS311減磨修補劑敷涂于打磨好的表面上,用力刮平,確保壓實,并高于珩磨管內表面,待固化后,打磨并留出精加工余量。 通過研磨使珩磨管整體尺寸、行位公差、粗糙度達到要求。油缸珩磨管內表面與活塞密封是引起液壓油缸內瀉的主要因素,如果薄壁氣缸管內產生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁氣缸管內表面主要檢查尺寸公差、行位公差是否滿足技術要求,有無縱向拉痕,并測量拉痕深度,采取相應解決辦
<大同>九冶管業有限公司
山西省大同山西省大同316L不銹鋼絎磨管
總結 您是想要在山西省大同市采購高質量的316L不銹鋼絎磨管產品嗎?安達液壓機械有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的316L不銹鋼絎磨管產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。