



鵬鑫鋼鐵 大同DN50鍍鋅管品質放心
鍍鋅管連接方式:螺紋,焊接 其一、滾槽方式連接 (一)滾槽焊縫開裂: 1.將管口壓槽部分的內壁焊筋磨平,減少滾槽阻力。 2.調整鋼管與滾槽設備的軸心,并要求鋼管與滾槽設備水平。湘潭大棚管,湖南大棚管 3.調整壓槽速度,壓槽成型時長不能超過規定,均勻、緩慢施力。 (二)滾槽鋼管斷裂: 1.將鋼管管口壓槽部分內壁焊筋磨平,減少滾槽阻力。鍍鋅管,湖南大棚管 2.調整鋼管與滾槽設備的軸心,要求鋼管與滾槽設備水平。 3.調整壓槽速度,壓槽速度不能超過規定,均勻、緩慢施力。 4.檢查滾槽設備的支撐輥與壓力輥的寬度和型號,是否存在兩輥尺寸不相匹配而造成咬合現象。 5.用游標卡尺檢查鋼管的溝槽是否規定。 (三)滾槽機滾壓成型的溝槽應符合下列要求: 1.管端至溝槽段的表面應平整無凹凸、無滾痕。 2.溝槽圓心應與管壁同心,溝槽寬度、深度應符合要求,并檢查卡箍件型號是否正確。 3.在橡膠密封圈上涂抹潤滑劑并檢查橡膠密封圈是否有損傷,潤滑劑不得采用油潤滑劑。 其二、焊接式連接 1.鍍鋅鋼管管口對接后不在一條直線和鋼管存在斜口的問題,建議將鋼管管頭截掉一小段兒后再進行加工。 2.鍍鋅鋼管管口對接后出現兩支管口對接不嚴現象,導致焊口薄厚不均勻;以及鋼管由于本身原因或運輸磕碰,造成管口橢圓,建議將鋼管管頭截掉一小段兒后再進行加工。 3.鍍鋅鋼管管口對接后,管口部位出現砂眼: 4.焊接時由于技術原因造成。 5.管口存在鋅瘤,造成焊接困難和砂眼問題,對鋅瘤過大、過多管進行簡單的鋅瘤去除處理。

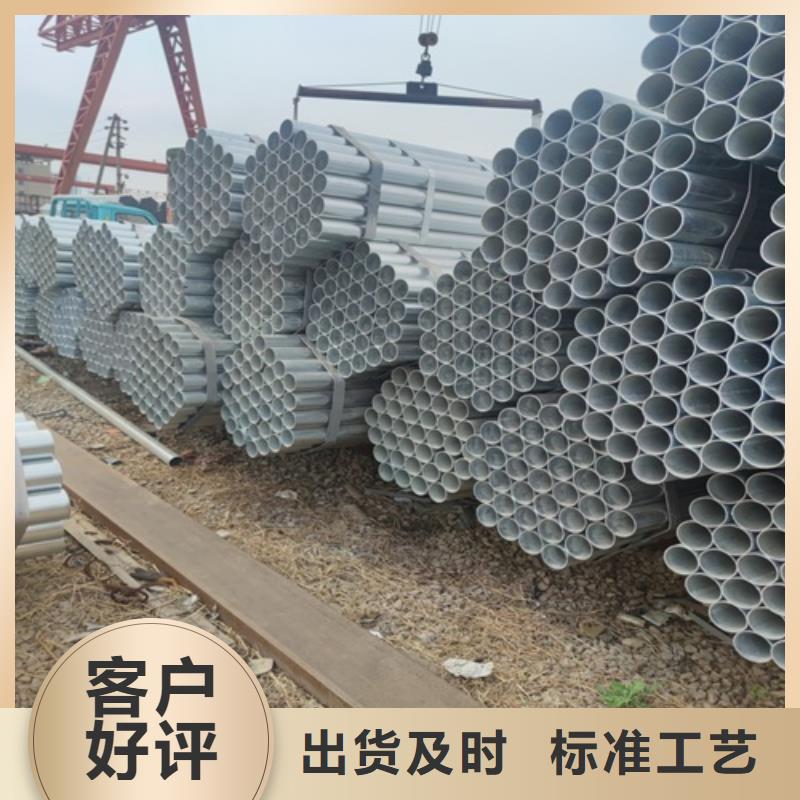
 大同DN50鍍鋅管品質放心
大同DN50鍍鋅管品質放心
熱鍍鋅鋼管的國標厚度 熱鍍鋅管,為提高鋼管的耐腐蝕性能,對一般鋼管進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低,表面不是很光滑。 公稱壁厚:mm2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5; 系數:c1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。 注:鋼材力學性能是保證鋼材*終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。鍍鋅管鋼的牌號:Q215A;Q215B;Q235A;Q235B熱鍍鋅鋼管的國標厚度 試驗壓力值/Mpa:D10.2-168.3mm為3Mpa;D177.8-323.9mm為5Mpa. 鍍鋅鋼管分冷鍍鋅管、熱鍍鋅管,前者已被禁用,后者還被 提倡能用。 熱鍍鋅管是使熔融金屬與鐵基體反應而產生合金層,從而使基體和鍍層二者相結合。熱鍍鋅是先將鋼管進行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進行清洗,然后送入熱浸鍍槽中。 熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優點。鋼管基體與熔融的鍍液發生復雜的物理、化學反應,形成耐腐蝕的結構緊密的鋅一鐵合金層。合金層與純鋅層、鋼管基體融為一體。故其耐腐蝕能力強。 1、鍍鋅層的均勻性:鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色) 2、表面質量:鍍鋅鋼管的表面應有完整的鍍鋅層,不得有未鍍上的黑斑和氣泡存在,允許有不大的粗糙面和局部鋅瘤存在。 3、鍍鋅層重量:根據需方要求,鍍鋅鋼管可作鋅層重量測定,其平均值應不小于500g/平方米,其中任何試樣不得小于480g/平方米。


 大同DN50鍍鋅管品質放心
大同DN50鍍鋅管品質放心