
<大同>鵬鑫鋼鐵
大同薄壁無縫鋼管訂制

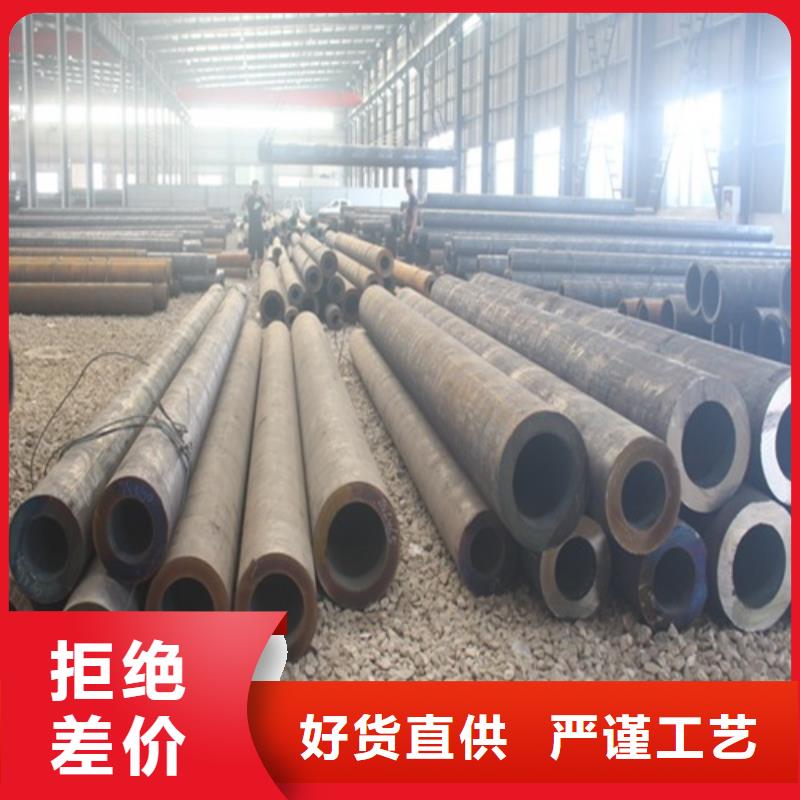
大同無縫管的原料來自于鋼管坯料,管坯需要經過加工工藝加工成所需要的坯料,并且將坯料經由傳送帶等送到熔爐內進行加熱。由于管坯出爐后需要經過壓力穿孔機進行穿孔所以在爐內加熱時一定要控制好爐內的溫度。 經由穿孔之后圓管坯先后經過三輥斜軋、連軋或擠壓。經過擠壓之后要脫管定徑,通過定徑機的打孔終形成鋼管。 圓鋼的鉆孔工藝可以定做大口徑超厚壁無縫管,此種方法是非常便捷的一種獲得超厚壁無縫管的方法。 大同無縫鋼管是由整塊的金屬所制成的表面上沒有接縫的鋼管。 生產工藝: ①熱軋無縫鋼管主要生產工序: 管坯準備及檢查→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理→成品管矯直→精整→檢驗(無損、理化、臺檢) →入庫 ②冷軋(拔)無縫鋼管主要生產工序: 坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗 熱軋和冷拔是生產無縫鋼管常見的兩種生產手段,冷軋無縫鋼管的生產流程一般要比熱軋要復雜。



無縫鋼管的清潔方法: 無縫鋼管的表面清潔方法,利用溶劑、乳劑清洗無縫鋼管表面,以達到去除油、油脂、灰塵、潤滑劑和類似的 有機物,但它不能去除無縫鋼管表面的 銹、氧化皮、焊藥等,因此在防腐生產中只作為輔助手段。 主要使用鋼絲刷等工具對無縫鋼管表面進行打磨,可以去除松動或翹起的 氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,無縫管,動力工具除銹可達到Sa3級,厚壁無縫鋼管,若無縫鋼管表面附著牢固的 氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的 錨紋深度。 一般用化學和電解兩種方法做酸洗處理,無縫鋼管防腐只采用化學酸洗,無縫鋼管廠家,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的 再處理。化學清洗雖然能使表面達到一定的清潔度和粗糙度,但其錨紋淺,而且易對環境造成污染。
大同薄壁無縫鋼管訂制
 <大同>鵬鑫鋼鐵
<大同>鵬鑫鋼鐵