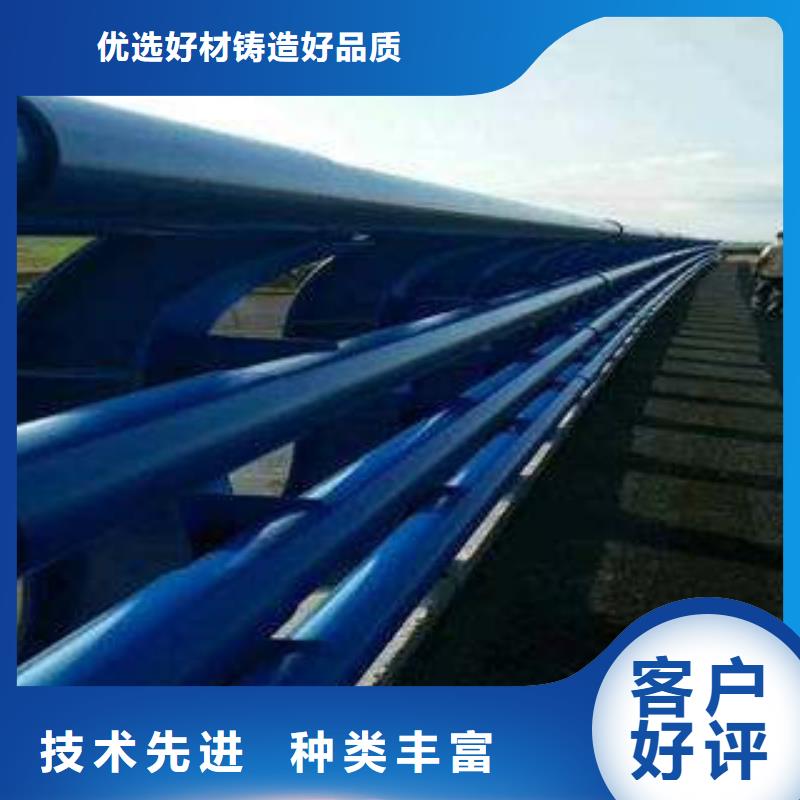

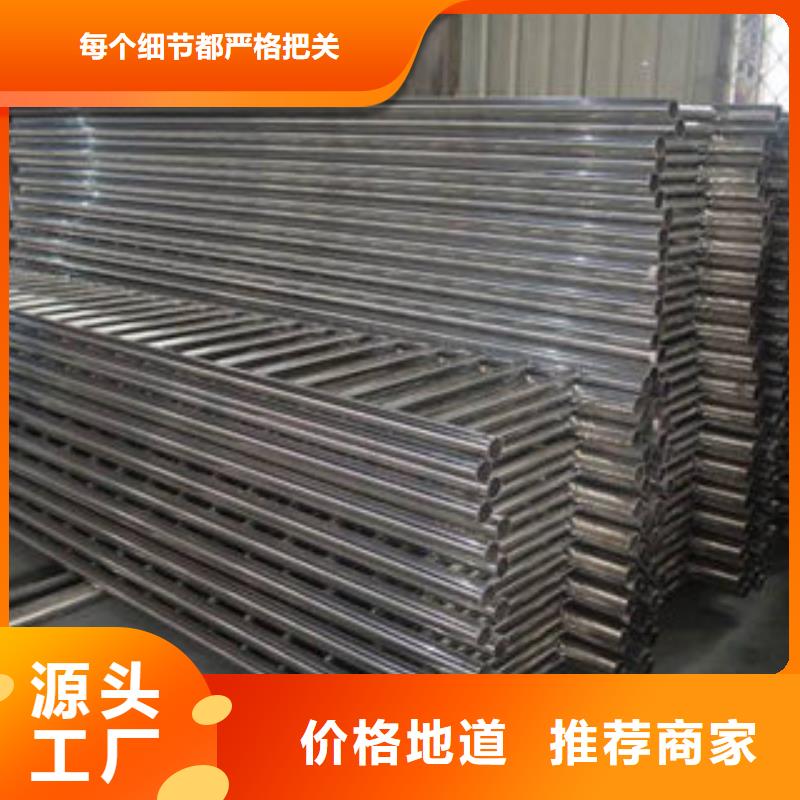



文字描述雖好,但視頻更能直觀展示橋梁護欄-不銹鋼復合管欄桿一站式服務產品的每一處細節。
以下是:橋梁護欄-不銹鋼復合管欄桿一站式服務的圖文介紹

展望未來,俊邦金屬材料有限公司將繼續堅持以“的 山西大同防撞立柱產品與周到的服務”為核心,清晰的展現發展藍圖!我們相信有您的支持我們會做的更好!


內襯不銹鋼復合鋼管基層為Q235B, 因此采用 SMAW 的方法, 焊條選擇準 3.2 mm 的 THA302 為合適, 既可以保證焊縫金屬的強度, 還可以保證其塑韌性。 內襯不銹鋼復合管在焊接時首先進行下料, 必須采用車床, 鋸床等冷加工機械進行下料, 嚴禁使用火焰或等離子等切割工藝, 接著對內襯不銹鋼復合管的焊接面進行焊縫坡口處理, 焊縫坡口的加工一般須采用專用坡口機, 車床等冷加工機械, 嚴禁采用火焰切割等熱加工方法加工, 然后對內襯不銹鋼復合管的坡口進行整形, 以內徑尺寸為準, 采用內芯整圓的方法, 使焊接坡口處復層的橢圓度偏差符合要求。 焊接不銹鋼復合鋼的焊工需要具備焊接基層和復層母材的焊工資質,焊接過渡層的焊工同時還應具有耐蝕堆焊資質。 施焊之前必須有合格的焊接工藝評定。 焊接工藝評定編制前, 必須明確所要選取的焊材、 焊接順序、是否要求焊前預熱及焊后熱處理。



對所采取的復層焊接→過渡層焊接→基層焊接的焊接順序, 原則上可以理解為復層母材的焊接工藝評定與相對應的耐蝕堆焊焊接工藝評定的組合焊接工藝評定, 但需要注意耐蝕堆焊焊接工藝評定的覆蓋范圍是否滿足要求。 不銹鋼復合鋼管道在基層或復層焊前需要預熱時, 預熱溫度參照相關規范中各種材質的預熱溫度, 過渡層的預熱根據基層或復層材質來確定,當基層和復層都需要預熱時, 按預熱溫度高的一側執行。 由于焊接工程中雜質受熱會分解成 H2O 和 CO2, 在熔池內產生大量的氣體, 嚴重時發生爆裂破壞熔池。 因此, 焊接前應用棉紗將接觸層的油、 漆、 垢及氧化層等清理干凈, 油污或贓物沾染嚴重的應用細砂紙打磨, 酒精脫脂, 丙酮清洗,直至露出金屬光澤。 焊接前還需對內襯不銹鋼復合鋼管的基層和復合層進行預熱。 均勻的預熱一方面可減小焊接應力, 另一方面可降低焊接應變速度, 有利于避免產生焊接裂紋。 預熱宜采用電加熱方法, 以對口中心線為基準, 兩側各不小于管壁總厚度的 3 倍, 且不小于 50 mm, 并防止過熱。

