




寶潤機(jī)械有限公司
寶潤機(jī)械有限公司
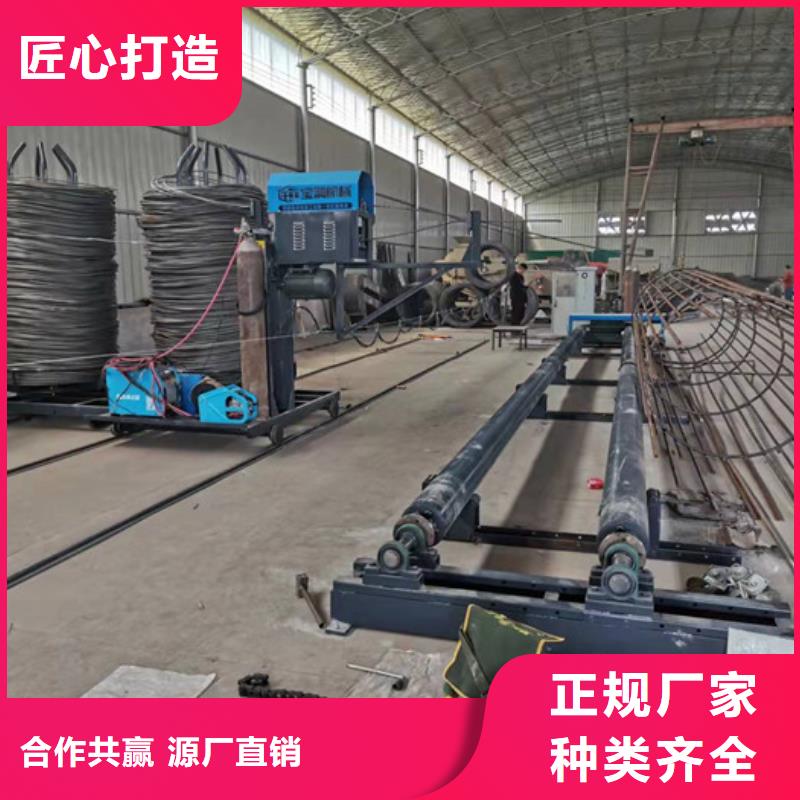
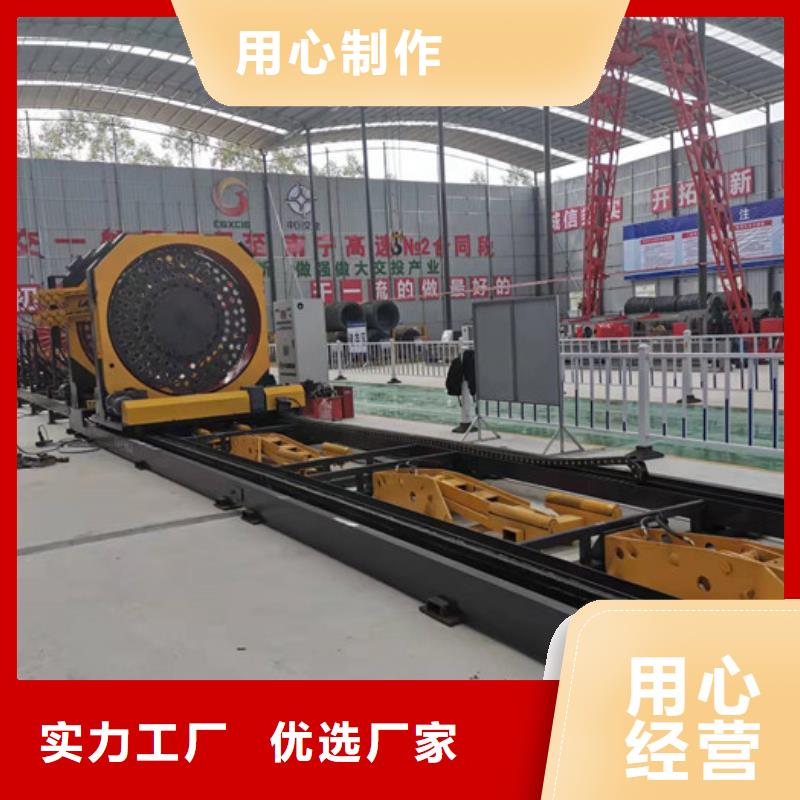
鋼筋籠繞筋機(jī) 標(biāo)準(zhǔn)化制作鋼筋籠 間距均勻,精度高;機(jī)械旋轉(zhuǎn),盤筋與主筋纏繞緊密;先成型后加內(nèi)加強(qiáng)筋,確保鋼筋 籠同心度。 B. 傳統(tǒng)制作鋼筋籠 尺寸誤差偏大;鋼筋纏繞不緊,鋼筋籠整體松散;內(nèi)加強(qiáng)筋焊接產(chǎn)生熱變形,從而導(dǎo)致鋼 筋籠變形;特別是10mm以上繞筋較密時(shí),人工更難保證質(zhì)量。 C. 相同條件下,標(biāo)準(zhǔn)化制作鋼筋籠是傳統(tǒng)制作產(chǎn)量的3-4倍。 D. 相同任務(wù)量時(shí),標(biāo)準(zhǔn)化制作可節(jié)省人工3/4。 鋼筋籠滾焊機(jī) 技術(shù)參數(shù):◆ 設(shè)備分1250MM、1500MM、2000MM、2500MM等型號(hào),14M、18M、22M、27M四種規(guī)格;一次性可以成型14米(含錯(cuò)位部分)、18米、22M或7M的鋼筋籠; ◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盤筋直接作業(yè)),繞筋間距范圍:50~450mm可任意調(diào)整; ◆ 功率:1500型以下設(shè)備13KW(含上料機(jī)構(gòu)),2000以上型號(hào)設(shè)備20KW; ◆ 滾焊速度根據(jù)操作手的熟練成度從低到高可任意調(diào)整。 ◆ 移動(dòng)盤電機(jī)信號(hào)及電機(jī)電源電纜采用坦克鏈?zhǔn)奖Wo(hù),確保設(shè)備運(yùn)行
控鋼筋籠繞筋機(jī)--18米價(jià)格") 當(dāng)骨架進(jìn)入孔口后,應(yīng)將其扶正徐徐下降,嚴(yán)禁擺動(dòng)碰撞孔壁。然后,由下而上地逐個(gè)解去綁扎鋼管的綁扎點(diǎn)及鋼筋十字支撐。當(dāng)骨架下降到第三吊點(diǎn)附近的加強(qiáng)箍接近孔口,可用型鋼等穿過加強(qiáng)箍筋的下方,將骨架支承于枕木之上。再起吊第二節(jié)骨架,使上下兩節(jié)骨架位于同直線上進(jìn)行焊接,焊接時(shí)要保證上下主筋順直,焊接長(zhǎng)度單面焊為10d、雙面焊5d。焊縫要飽滿、無燒傷主筋、無焊渣殘留。每一處接頭焊接完成,需要自檢并且上報(bào)監(jiān)理工程師,合格后方可進(jìn)行下一道工序。全部接頭焊好后就可以下沉入孔,直至所有骨架安裝完畢。并在孔口牢固定位,以免在灌注混凝土過程中發(fā)生浮籠現(xiàn)象。 吊筋:由測(cè)定的孔口標(biāo)高來計(jì)算吊筋的長(zhǎng)度,并反復(fù)核對(duì)無誤后再焊接定位筋。吊筋采用Φ10的鋼筋制作采用四點(diǎn)支撐。利用護(hù)樁在鋼筋籠上拉出十字線,找出鋼筋籠中心,并使其與樁位中心重合。然后在定位鋼筋骨架頂端的頂?shù)跞ο旅娌迦雰筛叫械男弯摚⒄麄€(gè)定位骨架支托于枕木上。?為了節(jié)省鋼筋籠焊接時(shí)間,現(xiàn)場(chǎng)需保持不少于二臺(tái)電焊機(jī),分工流水作業(yè)。電機(jī)電流要適中,不宜過大過小,防止焊接時(shí)燒傷鋼筋。鋼筋籠繞筋機(jī)
當(dāng)骨架進(jìn)入孔口后,應(yīng)將其扶正徐徐下降,嚴(yán)禁擺動(dòng)碰撞孔壁。然后,由下而上地逐個(gè)解去綁扎鋼管的綁扎點(diǎn)及鋼筋十字支撐。當(dāng)骨架下降到第三吊點(diǎn)附近的加強(qiáng)箍接近孔口,可用型鋼等穿過加強(qiáng)箍筋的下方,將骨架支承于枕木之上。再起吊第二節(jié)骨架,使上下兩節(jié)骨架位于同直線上進(jìn)行焊接,焊接時(shí)要保證上下主筋順直,焊接長(zhǎng)度單面焊為10d、雙面焊5d。焊縫要飽滿、無燒傷主筋、無焊渣殘留。每一處接頭焊接完成,需要自檢并且上報(bào)監(jiān)理工程師,合格后方可進(jìn)行下一道工序。全部接頭焊好后就可以下沉入孔,直至所有骨架安裝完畢。并在孔口牢固定位,以免在灌注混凝土過程中發(fā)生浮籠現(xiàn)象。 吊筋:由測(cè)定的孔口標(biāo)高來計(jì)算吊筋的長(zhǎng)度,并反復(fù)核對(duì)無誤后再焊接定位筋。吊筋采用Φ10的鋼筋制作采用四點(diǎn)支撐。利用護(hù)樁在鋼筋籠上拉出十字線,找出鋼筋籠中心,并使其與樁位中心重合。然后在定位鋼筋骨架頂端的頂?shù)跞ο旅娌迦雰筛叫械男弯摚⒄麄€(gè)定位骨架支托于枕木上。?為了節(jié)省鋼筋籠焊接時(shí)間,現(xiàn)場(chǎng)需保持不少于二臺(tái)電焊機(jī),分工流水作業(yè)。電機(jī)電流要適中,不宜過大過小,防止焊接時(shí)燒傷鋼筋。鋼筋籠繞筋機(jī)
