




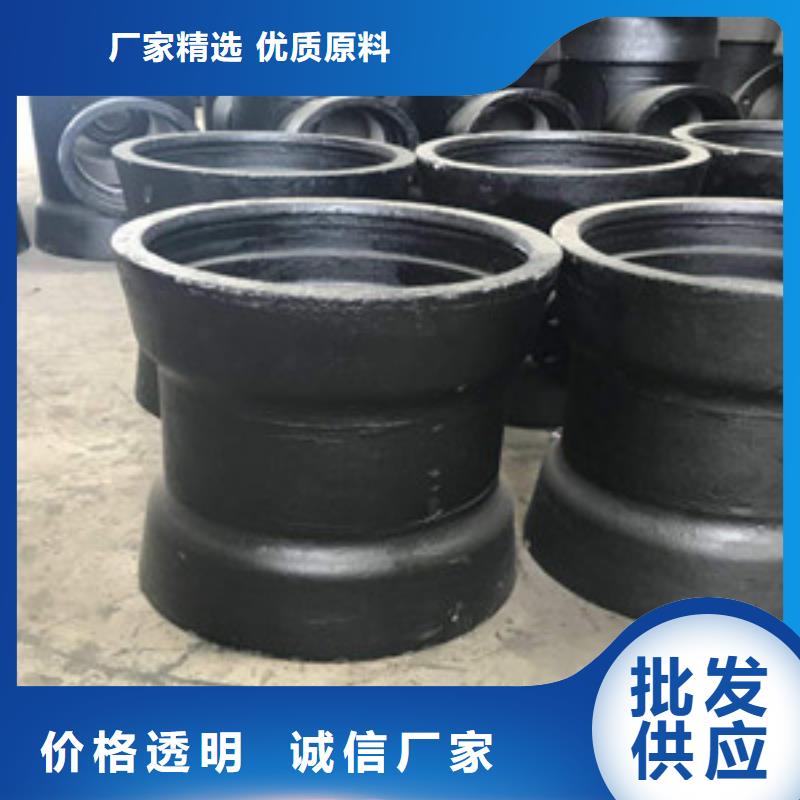
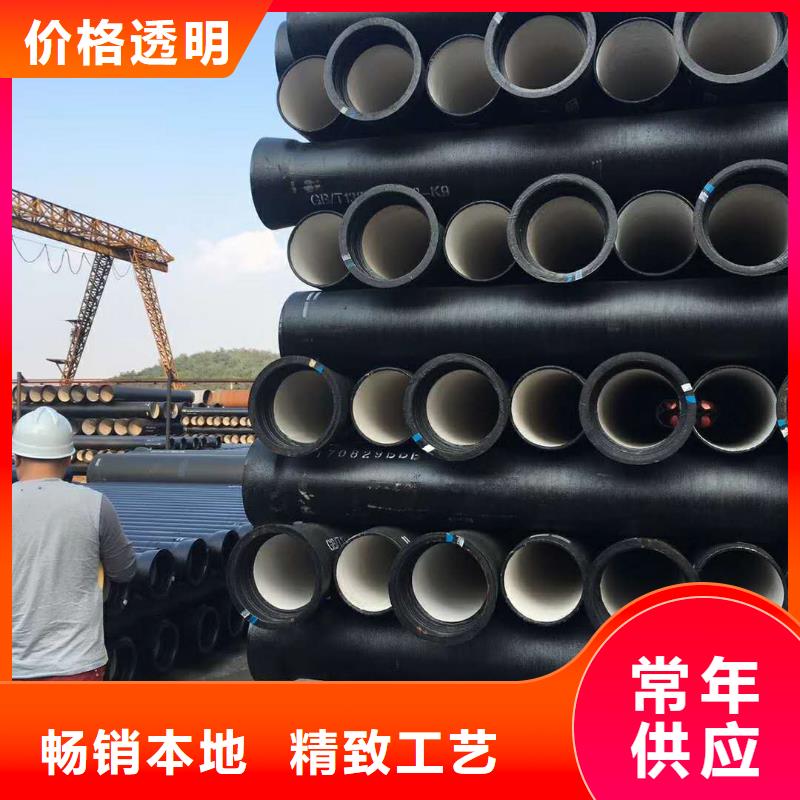
產品細節圖

在現代結構的擠壓機上,將工模具部件制造成旋轉結構的形式,或者橫向移動的壓模部件結構形式,也稱抽屜式結構模架。在這種擠壓機上,更換和固定模子時,擠壓機不必停止工作。旋轉式模架或抽屜式模架,在更換擠壓模時,不需要附加的消耗工作時間,并且可以輪流地使用2個擠壓模。丹東球墨鑄鐵管價格工模具由專門的液壓缸或機械裝置將其從擠壓機的前梁中拉出或推進,并用以使擠壓墊、擠壓制品和壓余進行分離,檢查擠壓模及其固定裝置的狀況,為差別一些無縫鋼管是用鋼板打卷電焊焊接而成,稱無縫鋼管。 并且在必要時更換擠壓工模具。異形鋼管廠的15MN(1500t)擠壓機就是這種結構形式。在更換擠壓模的同時,完成某些輔助工序。旋轉式雙擠壓筒和旋轉式雙穿孔筒結構形式的工作原理也是如此。


公司實力

丹東球墨鑄鐵管件在砂箱中可以有不同的放置位置,可采用底注式、側注式、頂注式、階梯式等不同的澆注方式,這些澆注方式各有各的特點。澆注系統的設置要考慮到模樣在砂箱中擺放的形態,原則是便于填砂緊實,形成合適的凝固方式,本著方便金屬液充型和熱解產物順利排出,防止鑄型潰散塌箱及粘砂、變形等缺陷,有利于造型時填充型砂。我們根據丹東球墨鑄鐵管件的結構特點和多年現場生產經驗,分別設計了幾種澆注系統方案,我們根據管件在砂箱中的具體狀態來確定澆注形式:一般采用階梯式、中注式或頂注式。橫澆道和內澆道在丹東球墨鑄鐵管件管體內壁或承口(或法蘭)端面;直澆道設在橫澆道的交叉處。直澆道:橫澆道:內澆道=1:(4-6 一般氣孔內壁光滑,而此類缺陷內壁含有碳黑狀物質,呈蜂窩狀,成片聚集,經分析認為此缺陷是在鐵液充型過程中部分泡沫塑料包裹在鐵液中未能排出,待鐵液凝固后所形成。應從合理設計澆注系統,使鐵液順暢充型來避免,當形狀復雜時,可在形成缺陷處設置排氣冒口。
