


聯(lián)系我們

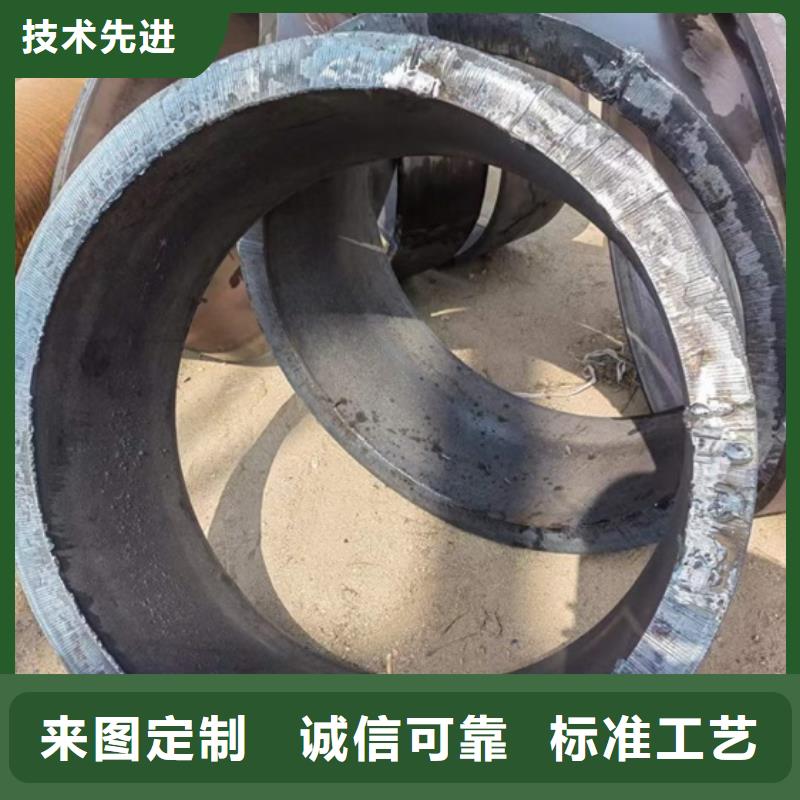
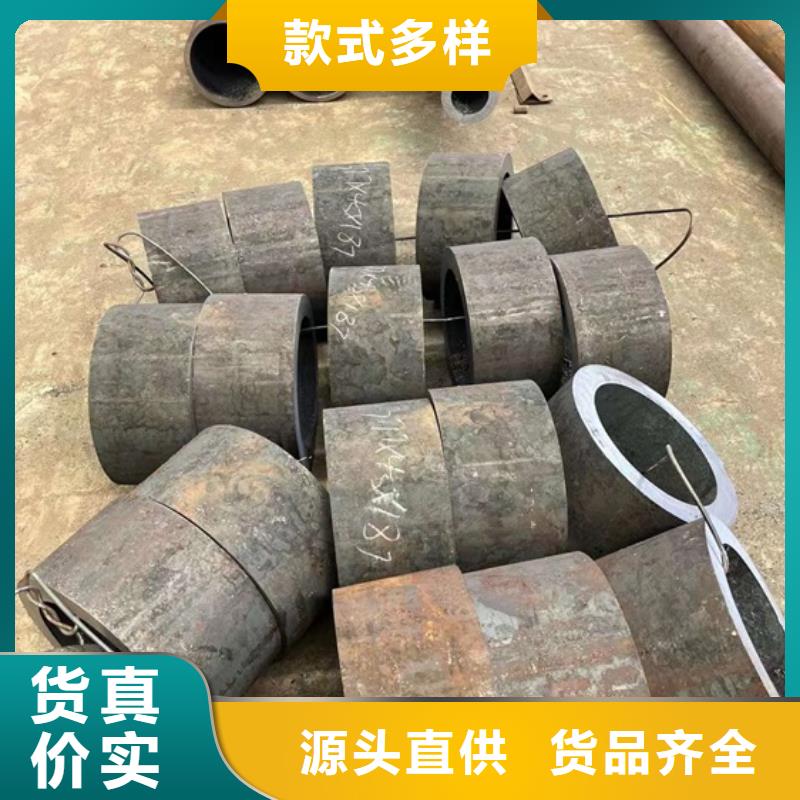
無縫鋼管應用切割
更新時間:2025-01-16 05:13:00 瀏覽次數(shù):3 公司名稱: 宏鉅天成鋼管有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 3000/噸 |
| 發(fā)貨期限 | 現(xiàn)貨直發(fā) |
| 供貨總量 | 3000噸 |
| 運費說明 | 賣家負責 |






生產(chǎn)工藝
一般的無縫鋼管的生產(chǎn)工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產(chǎn)流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經(jīng)過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產(chǎn)生,如果有大量的起泡產(chǎn)生說明鋼管的質(zhì)量達不到響應的標準。外觀上冷軋丹東無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋丹東無縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過熱處理后進行交貨。熱軋丹東無縫鋼管在經(jīng)過質(zhì)檢后要經(jīng)過工作人員的嚴格的手工挑選,在質(zhì)檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋?zhí)幚砗笠M行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,貼上標簽、進行規(guī)格編排后放置到到倉庫當中。
熱軋無縫管一般在主動軋管機組上出產(chǎn)。實心管坯經(jīng)查看并鏟除表面缺點,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉(zhuǎn)和前進,在軋輥和頂頭的效果下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至主動軋管機上持續(xù)軋制。經(jīng)均整機均整壁厚,經(jīng)定徑機定徑,達到標準要求。使用接連式軋管機組出產(chǎn)熱軋16mn厚壁丹東無縫鋼管是較的辦法。
熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
外觀質(zhì)量:鋼管的表里表面不得有裂縫、折疊、軋折、離層、發(fā)紋和結(jié)疤缺陷存在。這些缺陷應鏟除掉,鏟除后不得使壁厚和外徑逾越負差錯。
鋼管的兩端應切成直角,并鏟除毛刺。壁厚大于20mm的鋼管答應氣割和熱鋸切開。經(jīng)供需雙方協(xié)議也可不切頭 。
21、DIN 2917-1982熱蒸汽管道和貯存器用無縫鋼管
22、DIN 43614-2-1980電氣開關(guān)設(shè)備、壓縮空氣管道用管、不銹鋼管要求
23、DIN 50192-1977脫碳層深度測定
24、DIN 73000-1986內(nèi)燃機噴油裝置用 噴油管
25、DIN 86009-1986船舶排氣管、鋼管
26、DIN 86288-1989船和船上建筑管道、帶座鋼管和異型管、造船用異型件
27、DIN EN 10216-5-1999壓力目的用丹東無縫鋼管交貨技術(shù)條件 第5部分:不銹鋼管
28、DIN EN 10240-1998鋼管的內(nèi)外防護涂層、自動化工廠應用的熱涂鋅規(guī)范
29、DIN EN 10246-7-1996鋼管的無損檢測第7部分 丹東無縫鋼管的自動全周遍超聲檢測
30、DIN EN 10256-2000鋼管無損檢驗:1級和2級無損檢驗人員的資格和能力
Q345C無縫鋼管、Q345D丹東無縫鋼管、Q345E無縫鋼管、Q355A無縫鋼管、Q355B無縫鋼管、Q355C無縫鋼管、Q355D無縫鋼管、Q355E無縫鋼管、16MnCR4無縫鋼管、20Cr無縫鋼管、35Cr無縫鋼管、40Cr無縫鋼管、27SiMn無縫鋼管、15CrMo丹東無縫鋼管、20CrMo無縫鋼管、34CrMo4無縫管、35CrMo無縫鋼管、SAE4140無縫管、SAE4140H丹東無縫管、SAE4140RH無縫管、SAE4145H1無縫管、SAE5160無縫管、SAE5160H無縫管、SAE5160H1無縫管、42CrMo無縫鋼管、45CrMo無縫鋼管、42CrMo4無縫鋼管、42CrMoA丹東無縫鋼管、20CrMnMo無縫鋼管、20CrNiMo無縫鋼管、8Cr3無縫鋼管、10CrMo910無縫鋼管、20CrMoTi無縫鋼管、30CrMnTi無縫鋼管、12Cr1MoV無縫鋼管