

品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
加工的螺旋鋼管在直徑和壁厚的尺寸規(guī)格范圍上有更大的靈活性,尤其在生產(chǎn)高鋼級厚壁管,特別是中小口徑鍋爐管厚壁管方面,有其他工藝無法比擬的優(yōu)勢,可滿足用戶在螺旋鋼管規(guī)格方面更多的要求。螺旋鋼管的直徑和尺寸規(guī)格范圍要靈活掌握,利用自身具有的良好優(yōu)勢,們組更多用戶的廣泛需求,是螺旋鋼管能夠得到普及和推廣厚壁無縫管發(fā)展方向隨著工業(yè)的發(fā)展,工程上對于螺旋管道的使用提出了更高的要求,之所以會出現(xiàn)厚壁螺旋管道,是因?yàn)橛行┬枰斔偷慕橘|(zhì)產(chǎn)生的壓力是普通螺旋鋼管無法承受的,如果換做直縫鋼管或者無縫鋼管的話,會大大增加工程的開支,如果是具有危險(xiǎn)性的介質(zhì)我們增加成本是不可避免的,所以在選用管道的時(shí)候是根據(jù)工程需要輸送的介質(zhì)和介質(zhì)會產(chǎn)生的壓力決定的。
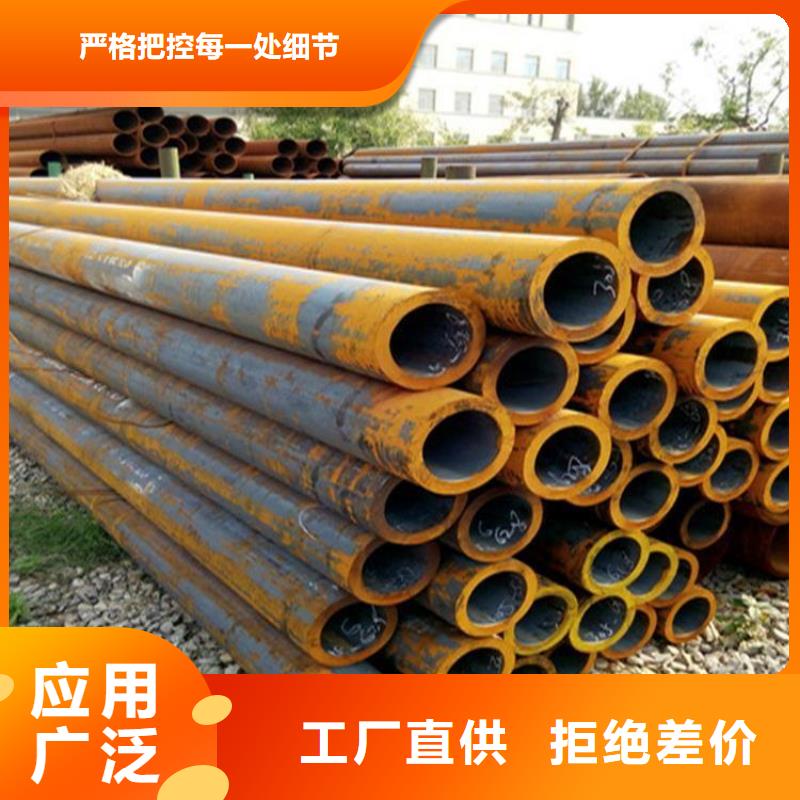
大口徑厚壁無縫管的強(qiáng)度一般比大口徑直縫鋼管高,能用較窄的坯料出產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料出產(chǎn)管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加40~,而且出產(chǎn)速度較低。切成單根鋼管后,每批鋼管頭三根要進(jìn)行嚴(yán)格的首檢軌制,檢查焊縫的力學(xué)機(jī)能,化學(xué)成分,溶合狀況,鋼管表面質(zhì)量以及經(jīng)由無損探傷檢修,確保制管工藝合格后,才能正式投入出產(chǎn)。厚壁無縫管出產(chǎn)工藝簡譜,出產(chǎn)效率高,本錢低,發(fā)展較快。厚壁無縫管的垛與垛之間應(yīng)留有一定的通道,檢查道的寬度一般在0.5m左右,出入通道的寬度根據(jù)材料大小和運(yùn)輸機(jī)械而定,一般在1.5到2m螺旋鋼管的堆垛高度,人工作業(yè)的不超過1.2m,機(jī)械作業(yè)的不超過1.5m,垛寬不超過2.5m厚壁無縫管的垛底墊高高度根據(jù)詳細(xì)情況而言,若倉庫為旭日的水泥地面,墊高高度0.1m即可;若為泥地,須墊高0.2到0.5m。假如在露天存放,水泥地面墊高應(yīng)在0.3到0.5m左右,泥沙地面墊高應(yīng)在0.5到0.7m。
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
江海龍鋼鐵 有限公司不僅有技藝精湛的 遼寧大連石油套管技術(shù)人員和經(jīng)驗(yàn)豐富的售后服務(wù)隊(duì)伍。而且緊跟潮流,將互聯(lián)網(wǎng)技術(shù)應(yīng)用到公司生產(chǎn)經(jīng)營 遼寧大連石油套管的各個(gè)環(huán)節(jié)中,積j i開展互聯(lián)網(wǎng)營銷,及時(shí)提供公司新 遼寧大連石油套管產(chǎn)品信息和技術(shù)服務(wù)。為用戶提供完善的服務(wù)。
品質(zhì)量與服務(wù)")
熱軋無縫管一般在自動軋管機(jī)組上生產(chǎn)。
實(shí)心管坯經(jīng)檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機(jī)上穿孔。
在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動軋管機(jī)上繼續(xù)軋制。**后經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋無縫鋼管是較先進(jìn)的方法。
實(shí)心管坯經(jīng)檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機(jī)上穿孔。
在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動軋管機(jī)上繼續(xù)軋制。**后經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋無縫鋼管是較先進(jìn)的方法。
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
