





(5)在使用中活塞桿表面如發現有雜物應及時用干凈棉紗擦除,以免拉傷。
(6)緊急制動:在使用過程中如遇到特殊情況,及時按下急停按鈕,緊急停機;檢查處理。
2、 停機注意事項如下:
(1)停機前必須將工件取出,不得讓工件長時間壓在機臺上。
(2)按下油泵電機停止按鈕,點動電磁換向閥按鈕將油缸泄壓,不要讓油缸長時間處于受壓狀態,以免影響油缸及液壓系統使用壽命。
(3)停機后要將機臺、頂輪、主動軸等清理干凈。
維修保養
1、 新機 次加油運轉一周后換新油,并將內部的油污清理干凈,以后每個3-6個月更換一次。
2、 在實際運轉過程中,當油溫超過60°及出現不正常噪音時,應立即停機檢查,在正確排除故障后,方可再次投入運轉。
3、 新機運行15個工作日后更換液壓油。
4、 液壓油每年更換一次液壓油。
5、 根據使用情況每天給軸承加注油脂。

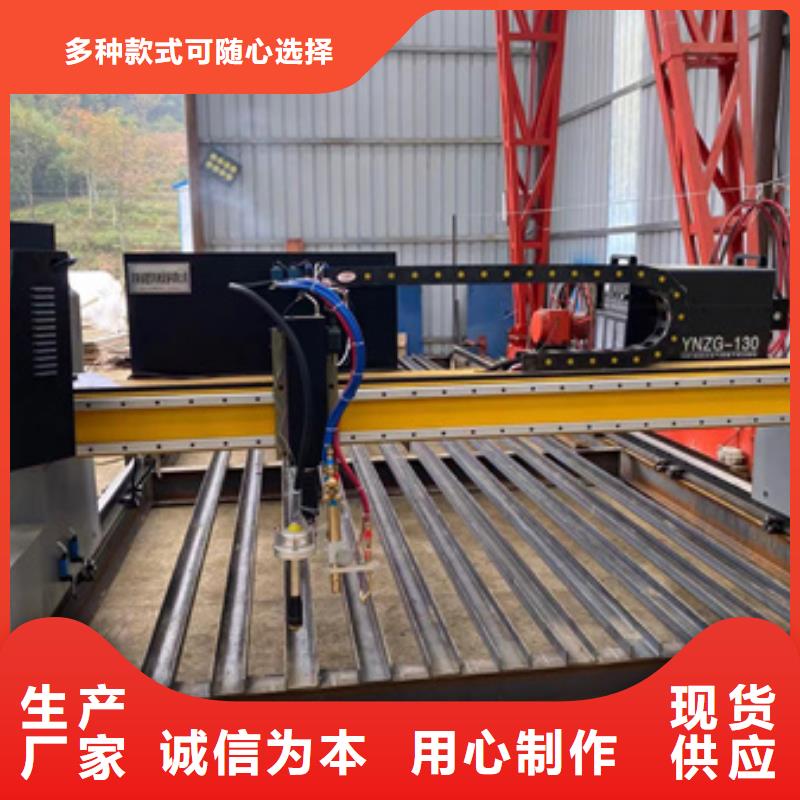
數控小導管沖孔機
根據設計要求,對不同地段不同地質情況圍巖采用超前小導管注漿超前支護。小導管采用Φ42熱軋無縫鋼管,長度4.5 m,壁厚3.5mm,環向布置間距0.4m,每環打入長度3.5m,縱向水平搭接≥1m。沿拱部開挖輪廓線外緣布置,鋼管外插角均為3~5度,管內預注漿為水泥漿單液漿體。
上比一般的錐管機更先進在工作時更穩定,更快捷,3,夾模采用進口型夾持力強,不易磨損工作時無左右前后偏擺或跳動的現象和疑慮。 2.成型主要部分由縮管模具驅動主軸系統油壓送料裝置和潤滑冷卻系統組成,四片模具靜音式機構設計噪音小成型速度快,3.主要元件采用模具鋼真空淬火精密研磨完成,4.手動取放料,自動開關啟動機器自動完成夾緊縮尖加工等所有動作。

使油缸桿運動到終點,往復運動油缸多次將油缸內空氣,確定無故障后停機。(4)在桿運動中檢查運動速度,并進行調節單項節流閥,調節桿運動速度,此中壓頭不應有卡滯現象。格柵拱架小導管生產線采用計算機實現數字程序控制的技術。這種技術用計算機按事先存貯的控制程序來執行對設備的運動軌跡和外設的操作時序邏輯控制功能。格柵網架小導管生產線采用計算機替代原先用硬件邏輯電路組成的數控裝置,使輸入操作指令的存貯、處理、運算、邏輯判斷等各種控制機能的實現,處理生成的觀指令傳送給伺服驅動裝置驅動電機或液壓執行元件帶動設備運行。可實現小導管制作平彎、立彎、自動焊接一體成型。小導管成型機/小導管成型機報道型YNWT-18規格型Φ18總功率:4kw?重量:1100kg外型尺寸(長*寬*高):mm小導管成型機操作注意事項:1.操作人員必須經過培訓后。湖北注漿小導管箭頭機小導管錐度機
參數:
型材規格 14-25工字鋼
小彎曲半徑 2米以上
油缸推拉速度 5-8毫米每秒鐘
主動輪轉速 7-10轉每分鐘
液壓系統動力 25mpa(250公斤)
總功率 10kw
整機質量 2000kg
尺寸 2760*1630*1300mm
油泵電機轉速 1440r/min
滾輪線速度 3.8m/min

不易磨損;工作時無左右前后偏擺或跳動的現象和疑慮,速度均勻,5.本機采用皮帶傳動,尺寸精度高傳動部分靈活可靠,6.快捷,方便,節省人工及加工次數等,7.機器配件采用進口元件,以確保機器的使用壽命,8.比較其他類型的加工工藝方法。
西藏阿里小導管縮尖機是通過機械傳動,帶動鋼管旋轉的。將鋼管的一端用高頻加熱爐加熱達到一定溫度,放入設備熱鍛模具鋼中,模具隨著機械傳動對鋼管進行拍打加工,直至達到所要求的形狀為止。注:小導管尖頭加工機的支撐座、加熱環、模具支架三位一體固定在一個底座上。
主要應用于超前小導管尖頭縮管自動化加工,具有噪音小,易操作,產量高,性能穩定等特點,工件成型時間短,效率高,加工表面光滑,工件無傷痕,大大提高加工效率和質量,節約成本,小導管縮管機是我公司研發生產的新一代管工產品。
