





鋼筋籠繞筋機運行中工作原理 根據施工要求,鋼筋籠的主筋通過人工穿過固定旋轉盤相應模板圓孔至移動旋轉盤的相應孔中進行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉盤及移動旋轉盤轉動把繞筋纏。 B. 人員 5-7人/班,工期緊時,可分兩班。C. 耗材 CO2氣體、焊絲、焊條等就近定點采購。D. 機具 除主設備滾焊機外, 還需準備切斷機1臺、對焊機2臺以上、連接設備1臺以上。 籠同心度。 筋籠變形;是10mm以上繞筋較密時,人工更難保證質量。
4. 鋼筋籠滾焊機由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了 吊裝時間。5. 鋼筋籠滾焊機機械化加工鋼筋籠在控制方面了保障,現已被公路建設行業協會作為<公路工程工法>進行推廣,業主的普遍認可和喜歡
操作:鋼筋籠全長9米時一般用兩根過渡箍,纏繞筋起點位置為前端,在前端外套入一個過渡箍,避免在纏繞區內。末端在鋼筋籠尾部膠輥靠前面位置套入一個過渡箍,當纏繞筋工作到附近時,用手掌推動過渡箍向后移動,(注意:不能用手抓過渡箍,此時過渡箍是旋轉狀態,容易對人造成傷害。)直止過渡箍退出鋼筋籠。前端過渡箍也可如此。鋼筋籠12米以上,或者單節鋼筋籠較重時,骨架中間加焊1、2圈纏繞筋替代第三個過渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個過渡箍的中間一個箍應置放在中間靠后面的地方,借以減少沖擊振動。退出輥輪并過渡到后面輥輪的方法--將過渡箍向后面推壓,讓過渡箍順膠輥旋轉到上面直到全部退出。準備臺架;若采用骨架直接滾進輥輪內檔(小型鋼筋籠),骨架制作臺架高度與設備同高。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,大連鋼筋籠繞筋機可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。
貨源充足")
技術參數1、型號;TYGJL3000型(按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ3000mm長度12m3、繞筋線速;0---15.44、小車速度;0---1.385,膠輥電機;Y90L-4功率4kw6、小車電機;Y90L-4功率1.5kw7、整機質量;3500kg小車15*1.3*1.59、安裝尺寸;16*5m智能鋼筋籠滾絲機 數控鋼筋滾籠機特點設備簡介:PY3000型鋼筋籠成型機,是建筑行業中以手工工藝制作的各種圓型鋼筋籠,采用半自動的去完成其繞筋成型整個工藝的專用機械裝備(亦可在膠輥上制作骨架)。其節連接、長短按需組裝的產品 PY3000型大連鋼筋籠繞筋機可以長期固定工廠化大批量生產鋼筋籠,也可進行短、頻、快的流動加工生產。 分料盤加級尼龍板,降噪、耐磨。控制:PLC、屏、變頻器。 模板采用模板環加導管組合,可快速更換籠子直徑和變換籠子主筋根數。 自動托籠設計,避免焊接中因籠子自重其彎曲變形。引進新國外技術,生產效率是人工制作鋼筋籠的3-4倍,做出來的籠子,間距均勻,焊點飽滿、牢固,籠子不散架。 只有這樣才能夠避免裂紋的出現。由于施工設計要求的不同,對于屬相的預應力鋼筋的要求也會有所不同,一般來說,是使用YCW-400這一型號的千斤頂和ZB-500這一型號的電動油泵進行鋼筋預應力的張拉的,而張拉又可以劃分為縱向,橫向以及豎向三種形式。
貨源充足")
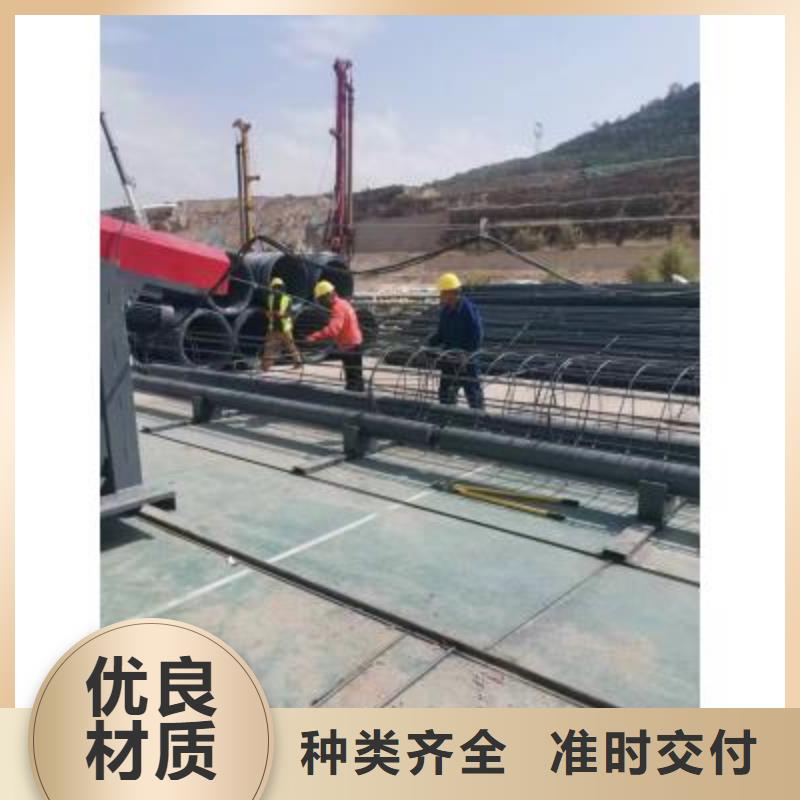
1.本公司是專業生產大連鋼筋籠繞筋機(別名鋼筋籠成型機,鋼筋籠滾籠機 半自動鋼筋籠滾焊機)的廠家,生產大連鋼筋籠繞筋機,采用摩擦傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全過程。2.滾籠機由PLC系統進行控制,操作方便,一個普通工人即可操作,在鋼筋籠滾籠機的數控屏上進行設置參數后機器自動運行。本產品托輥滾動速度可根據操作手的熟練程度從低到高任意調整,可根據施工要求隨時改動盤筋間的間距,同時可預先設置好參數,一個鋼筋籠包括加密區、預留區到達位置,間距自動改變,鋼筋籠一次性成型,極大提高了工作效率。正常情況4人一班,分二班作業,8個人就可以加工出40多個12米長成品的籠子,使用工作效率非常高。由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。3.大連鋼筋籠繞筋機的出現是為了更好地進行鋼筋以及鋼筋籠的制作生產,并且現在在我們的鋼筋制作工程中,大連鋼筋籠繞筋機的使用更是廣泛,在提高施工效率的同時,也減少了人力的浪費,促進了建筑工程的科學化。
貨源充足") 大連市(鋼筋籠盤絲機)貨源充足
<大連>建貿機械設備有限公司
大連市(鋼筋籠盤絲機)貨源充足
<大連>建貿機械設備有限公司
本機由機械工作部分與電器控制部分組成:1、機械部分主要由:主驅動系統、拉筋系統、電極系統、液壓拖網系統。1)主驅動系統由主驅動變頻調速電機,驅動主機轉動,實現環筋在縱筋上的纏繞,以完成環筋的纏繞過程,大連鋼筋籠繞筋機同時向焊接控制系統傳輸焊接信號。2)拉筋系統牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。3)電極系統氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。4)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。5)焊接控制主回路系統:主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。
