以下是:管線管_焊管品質優選的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 電議 |
|---|
| 供貨總量 | 10000噸 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0 |
|---|
| 質量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | L245、L290、L360等 |
|---|
| 產品品牌 | 鵬鑫 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東聊城 |
|---|
| 產品產地 | 山東聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 黑色 |
|---|
| 適用領域 | 用于石油、天然氣工業中的氣、水、油輸送等 |
|---|
| 是否進口 | 否 |
|---|
以下是:管線管_焊管品質優選的圖文視頻
管線管_焊管品質優選,鵬鑫鋼鐵有限公司為您提供管線管_焊管品質優選,聯系人:李經理,電話:15106358106、15106358106,QQ:595117986,請聯系鵬鑫鋼鐵有限公司,發貨地:聊城山東聊城經濟開發區武夷山路發貨到云南省 大理市 祥云縣、賓川縣、彌渡縣、永平縣、洱源縣、劍川縣、鶴慶縣。 云南省,大理白族自治州 大理白族自治州,云南省轄民族自治州,地處云南省中部偏西,介于東經98°52′~101°03′,北緯24°41′~26°42′之間,屬于低緯高原季風氣候,干濕季節分明,大部分地區夏無酷暑,冬無嚴寒,總面積29459平方千米。截至2022年末,大理白族自治州常住人口為330.5萬人。截至2023年3月,大理白族自治州轄1個縣級市、11個縣,110個鄉鎮,自治州人民政府駐大理市下關。
無論您是初次接觸還是已經熟悉,我們的管線管_焊管品質優選產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
以下是:管線管_焊管品質優選的圖文介紹


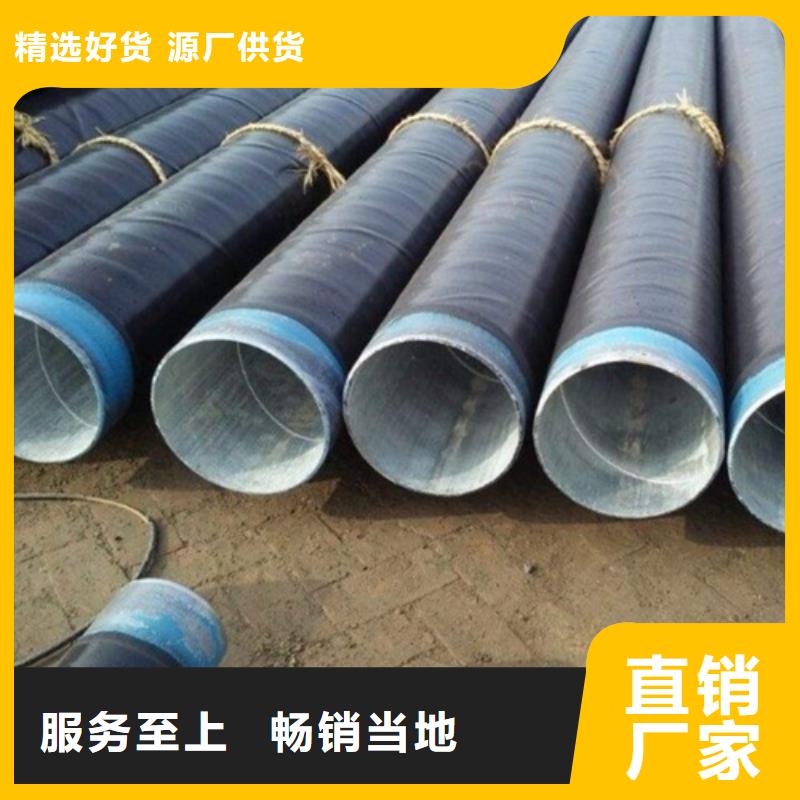
管線管用途和分類 用途:用于石油、天然氣工業中的氣、水、油輸送 API SPEC 5L-2011(管線管規范),是美國石油學會編制并發布的,在世界各地通用。該管主要材質為L245、L290、L360、L415、L480、GR.B、X42、X46、X56、X65、X70、X80、X100等鋼級。 分2個等級 PSL1 PSL2 PSL1:A25、A、B、X42、X46、X52、X56、X60、X65、X70、X80 PSL2:B、X42、X46、X52、X56、X60、X65、X70、X80 PSL1對沖擊沒有說明,PSL2對沖擊有要求



L245管線管,規格是8-1240×1-200mm,標準是API SPEC,主要用于天然氣工業中的氣、水、油輸送。 管線管規格:8-1240×1-200mm、美標規格:1/4〃-28〃,13.7-711.2mm 標準 執行標準: API SPEC 5L GB/T9711.1 GB/T9711.2 產品標準: API SPEC 5L——美國石油學會標準 GB/T9711——中國 標準 用途: 用于石油、天然氣工業中的氧、水、油輸送管 主要生產鋼管牌號: B、X42、X52、X60、X65、X70 L245 L290 L320 L360 L390 L450 L485


鵬鑫鋼鐵有限公司成立與2005年,廠家通過多年積累,技術力量雄厚,【云南大理焊管】產品質量實行層層把關,加工檢測設備齊全先進,各種【云南大理焊管】產品質量已得到全國行業用戶的認可好評。



大口徑管線管的優點: 1、焊接鋼管是連續在線生產,壁厚越厚,機組及溶接設備的投資就越大,它就越不具有經濟性和實用性。壁厚越薄,它的投入產出比就會相應下降。 2、該產品的工藝決一般焊接鋼管精度高、壁厚均勻、管內外表光亮度高(鋼板的表面等級決定的鋼管表面亮度)、可任意定尺。因此,它在高精度、中低壓流體應用方面體現了它的經濟性及美觀性。 3、L290N大口徑鋼管廠生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。


管線管激光焊接加工工藝 管線管的焊接前準備充分與一般的低碳鋼是相同的,務必注意的是要認真處理好焊縫規格型號和附近的熱鍍鋅層。便于熔透,焊縫規格型號要適當,一般60~65°,要留有一定的間隙,一般為1.5~2.5mm;便于減少鋅對焊接的滲透到,在焊之前,可將焊縫內的熱鍍鋅層以后再焊。 在實際工程監理工作方面,采用了集中打焊縫,沒留鈍邊制作工藝進行集中控制系統,兩層激光焊接加工加工工藝,減少了未熔透的幾率。 焊條應根據鍍鋅鋼管的基本原材料選用,一般低碳鋼由于充分考慮易可執行性,選用J422較為普遍。 焊接技巧:在焊兩層焊的一層焊接時,盡量使鋅層融化并使之汽化、蒸發而逸出焊接,可大大減少液態鋅留在焊接中。 在焊角焊縫時,一樣在一層盡量使鋅層融化并使之汽化、蒸發而逸出焊接,其方法是先將焊條頂部向前約5~7mm左右,當使鋅層融化后再回到原來位置再度向前電焊焊接。 再橫焊和仰焊時,如選用短渣焊條如J427,錯口趨于會并不大;倘若采用上下左右往返運條專業性,更可以得到無缺陷的電焊焊接質量。



您是想要在云南省大理市采購高質量的管線管_焊管品質優選產品嗎?鵬鑫鋼鐵有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的管線管_焊管品質優選產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-15106358106,QQ:595117986,地址:《山東聊城經濟開發區武夷山路》。