




30秒一段產(chǎn)品介紹視頻,帶你了解201不銹鋼復(fù)合管不銹鋼橋梁護(hù)欄品質(zhì)有保障產(chǎn)品的功能、特點(diǎn)和使用方法。
以下是:201不銹鋼復(fù)合管不銹鋼橋梁護(hù)欄品質(zhì)有保障的圖文介紹
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
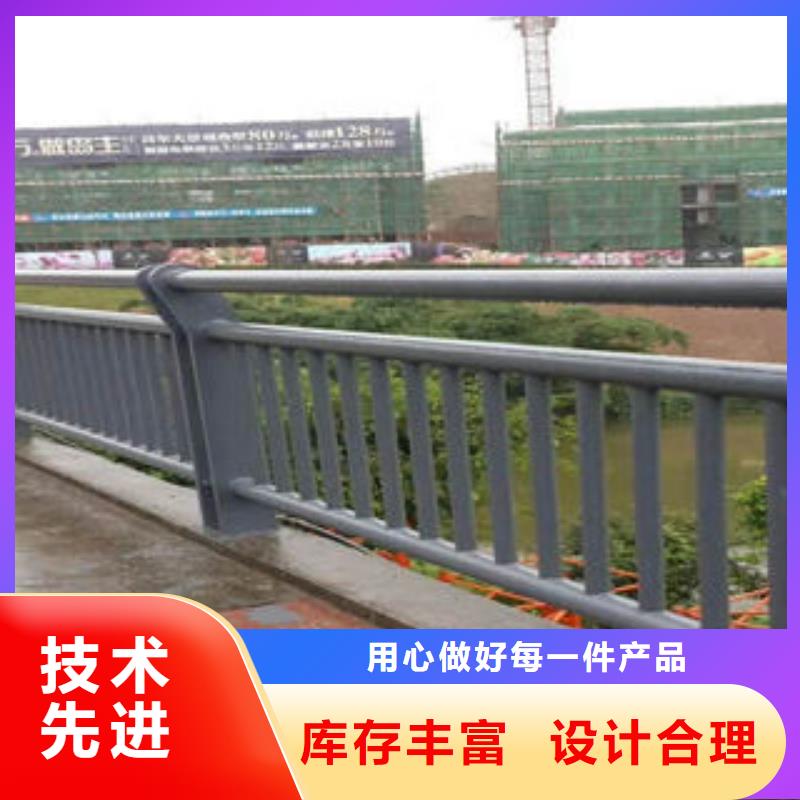
201不銹鋼復(fù)合管不銹鋼橋梁護(hù)欄品質(zhì)有保障
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
構(gòu)件下料前必須檢查是否平直,否則必須矯直。焊接時(shí)焊條或焊絲應(yīng)選用適合于所焊接的材料的品種,且應(yīng)有出廠合格證。 焊接時(shí)構(gòu)件之問的焊點(diǎn)應(yīng)牢固,焊縫應(yīng)飽滿,焊縫表面的焊波應(yīng)均勻,不得有咬邊、未焊滿、裂紋、渣滓、焊瘤、燒穿、電弧擦傷、弧坑和針狀產(chǎn)氣孔等缺陷,焊接區(qū)不得有飛濺物.如有漏焊,必須先焊渣后再進(jìn)行補(bǔ)充焊接。
打磨平整光潔,不允許有焊渣、崩淺、毛刺或未打磨等情況;欄桿接縫應(yīng)嚴(yán)密,不得有裂縫、翹曲、鍛痕。焊接完成后,應(yīng)將焊渣敲凈。漆面平整均勻,不允許有色差、漏漆現(xiàn)象。表面平滑、均勻,不允許有、鼓泡、氣孔、流掛、裂紋、夾雜物、發(fā)粘、劃痕等缺陷。欄桿高度、問距、安裝位置應(yīng)符合設(shè)計(jì)要求。欄桿之問豎向問距不大于110mm ,允許偏差不大于3㎜ 。欄桿豎向平面乖直度不大于3 ㎜,橫向平面直線度不大于4 ㎜。欄桿高度允許偏差不大于3 ㎜。
應(yīng)注意的質(zhì)量問題:尺寸超出允許偏差:對(duì)焊縫長(zhǎng)寬、寬度、厚度不足,中心線偏移,彎折等偏差,應(yīng)嚴(yán)格控制焊接部位的相對(duì)位置尺寸,合格后方準(zhǔn)焊接,焊接時(shí)精心操作。焊縫裂紋:為防止裂紋產(chǎn)生,應(yīng)選擇適合的焊接工藝參數(shù)和焊接程序,避免用大電流,不要突然熄火,焊縫接頭應(yīng)搭接10-15mm ,焊接中不允許搬動(dòng)、敲擊焊件;表面氣孔:焊接部位必須清洗干凈,焊接過程中選擇適當(dāng)?shù)暮附与娏鳎档秃附铀俣龋谷鄢刂械臍馀菀莩觥?br /> 鐵藝欄桿安裝:工藝流程 后加理件法:安裝預(yù)理件一放線一安裝立柱一扶手與認(rèn)柱連接(針對(duì)木扶手工程);安裝預(yù)埋件后加埋件做法是:采用膨脹螺栓與鋼板來制作后置連接件,先在土建基層上放線,確定眾柱固定點(diǎn)的位置,然后在安裝基層上用沖擊鉆鉆孔(對(duì)于安裝基層有面磚和理石面層的,在使用專用理石鉆頭或水鉆現(xiàn)在面層上開孔后,用沖擊鉆鉆孔),再安裝膨脹螺栓,螺栓保持足夠的長(zhǎng)度,在螺栓定位以后,將螺栓擰緊同時(shí)將螺母與螺桿間焊死,防止螺母與鋼板松動(dòng)。扶手與墻體面的連接也同樣采取上述方法。
由于上述后加埋件施工,有可能產(chǎn)生誤差,因此,在立柱安裝之前,應(yīng)甫新放線,以確定埋板位置與焊接眾桿的準(zhǔn)確性,如有偏差,及時(shí)修正二應(yīng)保證立柱全部座落在鋼板上,并且四周能夠焊接。焊接立柱時(shí),需雙人配合,一個(gè)扶住欄桿使其保持乖直,在焊接時(shí)不能晃動(dòng),另一人施焊,要四周施焊,并應(yīng)符合焊接規(guī)范。木扶手安裝(針對(duì)木扶手工程)找位與劃線: 安裝扶手的固定件:位置、標(biāo)高、坡度找位校正后,出扶手縱向中心線。按設(shè)計(jì)扶手構(gòu)造,根據(jù)折彎位置、角度,劃出折彎或割角線。
打磨平整光潔,不允許有焊渣、崩淺、毛刺或未打磨等情況;欄桿接縫應(yīng)嚴(yán)密,不得有裂縫、翹曲、鍛痕。焊接完成后,應(yīng)將焊渣敲凈。漆面平整均勻,不允許有色差、漏漆現(xiàn)象。表面平滑、均勻,不允許有、鼓泡、氣孔、流掛、裂紋、夾雜物、發(fā)粘、劃痕等缺陷。欄桿高度、問距、安裝位置應(yīng)符合設(shè)計(jì)要求。欄桿之問豎向問距不大于110mm ,允許偏差不大于3㎜ 。欄桿豎向平面乖直度不大于3 ㎜,橫向平面直線度不大于4 ㎜。欄桿高度允許偏差不大于3 ㎜。
應(yīng)注意的質(zhì)量問題:尺寸超出允許偏差:對(duì)焊縫長(zhǎng)寬、寬度、厚度不足,中心線偏移,彎折等偏差,應(yīng)嚴(yán)格控制焊接部位的相對(duì)位置尺寸,合格后方準(zhǔn)焊接,焊接時(shí)精心操作。焊縫裂紋:為防止裂紋產(chǎn)生,應(yīng)選擇適合的焊接工藝參數(shù)和焊接程序,避免用大電流,不要突然熄火,焊縫接頭應(yīng)搭接10-15mm ,焊接中不允許搬動(dòng)、敲擊焊件;表面氣孔:焊接部位必須清洗干凈,焊接過程中選擇適當(dāng)?shù)暮附与娏鳎档秃附铀俣龋谷鄢刂械臍馀菀莩觥?br /> 鐵藝欄桿安裝:工藝流程 后加理件法:安裝預(yù)理件一放線一安裝立柱一扶手與認(rèn)柱連接(針對(duì)木扶手工程);安裝預(yù)埋件后加埋件做法是:采用膨脹螺栓與鋼板來制作后置連接件,先在土建基層上放線,確定眾柱固定點(diǎn)的位置,然后在安裝基層上用沖擊鉆鉆孔(對(duì)于安裝基層有面磚和理石面層的,在使用專用理石鉆頭或水鉆現(xiàn)在面層上開孔后,用沖擊鉆鉆孔),再安裝膨脹螺栓,螺栓保持足夠的長(zhǎng)度,在螺栓定位以后,將螺栓擰緊同時(shí)將螺母與螺桿間焊死,防止螺母與鋼板松動(dòng)。扶手與墻體面的連接也同樣采取上述方法。
由于上述后加埋件施工,有可能產(chǎn)生誤差,因此,在立柱安裝之前,應(yīng)甫新放線,以確定埋板位置與焊接眾桿的準(zhǔn)確性,如有偏差,及時(shí)修正二應(yīng)保證立柱全部座落在鋼板上,并且四周能夠焊接。焊接立柱時(shí),需雙人配合,一個(gè)扶住欄桿使其保持乖直,在焊接時(shí)不能晃動(dòng),另一人施焊,要四周施焊,并應(yīng)符合焊接規(guī)范。木扶手安裝(針對(duì)木扶手工程)找位與劃線: 安裝扶手的固定件:位置、標(biāo)高、坡度找位校正后,出扶手縱向中心線。按設(shè)計(jì)扶手構(gòu)造,根據(jù)折彎位置、角度,劃出折彎或割角線。
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
當(dāng)然在下雨應(yīng)該盡量做好防雨的工作.不銹鋼復(fù)合管復(fù)合管本身具有比較高的強(qiáng)度,因此通常都是采用堆垛碼放的。不過在碼放的時(shí)候也要遵從一定的原則,否則有可能會(huì)使鋼管形成損壞,或者取用的時(shí)候帶來不便。碼放不銹鋼復(fù)合管復(fù)合管的首要原則就是穩(wěn)定和。不銹鋼復(fù)合管復(fù)合管碼垛的下邊應(yīng)該做好保護(hù),是鋪上木材做成的底座.
避免讓鋼管直接接觸地面,除了可以起到保護(hù)作用,避免長(zhǎng)期對(duì)方使下層的鋼管變形,還能夠防止地上的積水對(duì)鋼管產(chǎn)生腐蝕。不銹鋼復(fù)合管復(fù)合管碼放的高度不應(yīng)該過高,否則很容易增加危險(xiǎn),同時(shí)也容易對(duì)下層的鋼管形成更大的壓力,從而導(dǎo)致變形的產(chǎn)生。碳素鋼的性能主要取決于鋼的含碳量和顯組織。
在退火或熱軋狀態(tài)下,隨含碳量的增加,鋼的強(qiáng)度和硬度升高,而塑性和沖擊韌性下降。焊接性和冷彎性變差。所以工程結(jié)構(gòu)用鋼,常限制含碳量.碳素鋼中的殘余元素和雜質(zhì)元素如錳、硅、鎳、磷、硫、氧、氮等,對(duì)碳素鋼的性能也有影響。這些影響有時(shí)互相加強(qiáng),有時(shí)互相抵銷.硫、氧、氮都能增加鋼的熱脆性,而適量的錳可減少或部分抵銷其熱脆性.殘余元素除錳、鎳外都降低鋼的沖擊韌性,增加冷脆性.
除硫和氧降低強(qiáng)度外,其他雜質(zhì)元素均在不同程度上提高鋼的強(qiáng)度.幾乎所有的雜質(zhì)元素都能降低鋼的塑性和焊接性。氫在鋼中能造成很多嚴(yán)重缺陷,如產(chǎn)生白點(diǎn)、點(diǎn)狀偏析、氫脆、表面鼓泡和焊縫熱影響區(qū)內(nèi)的裂縫等。為保證鋼的質(zhì)量,必須盡可能降低鋼中氫的含量(見應(yīng)力腐蝕斷裂和氫脆)。
脫氧帶入的殘余元素如鋁,可減小低碳鋼的時(shí)效傾向,還可以細(xì)化晶粒,提高鋼在低溫下的韌性,但余量不宜過多。由爐料中帶入的殘余元素如鎳、鉻、鉬、銅等,含量高時(shí)可提高鋼的淬透性,但對(duì)要求具有高塑性的專用鋼,如深沖用鋼板,則是不利的.加工性能,碳素鋼大都采用氧氣轉(zhuǎn)爐和平爐冶煉,優(yōu)質(zhì)碳素鋼也采用電弧爐生產(chǎn)。
根據(jù)煉鋼過程脫氧程度的不同,碳素鋼可分為鎮(zhèn)靜鋼、沸騰鋼和介于兩者之間的半鎮(zhèn)靜鋼。冶煉方法對(duì)鋼的性能影響,主要是通過鋼的純凈度而起作用的。人們通過真空處理、爐外精煉和噴吹技術(shù)等,都可獲得更高純凈度的鋼,從而顯著改善了碳素鋼的品質(zhì)。碳素鋼的塑性加工工藝通常分熱加工和冷加工。
避免讓鋼管直接接觸地面,除了可以起到保護(hù)作用,避免長(zhǎng)期對(duì)方使下層的鋼管變形,還能夠防止地上的積水對(duì)鋼管產(chǎn)生腐蝕。不銹鋼復(fù)合管復(fù)合管碼放的高度不應(yīng)該過高,否則很容易增加危險(xiǎn),同時(shí)也容易對(duì)下層的鋼管形成更大的壓力,從而導(dǎo)致變形的產(chǎn)生。碳素鋼的性能主要取決于鋼的含碳量和顯組織。
在退火或熱軋狀態(tài)下,隨含碳量的增加,鋼的強(qiáng)度和硬度升高,而塑性和沖擊韌性下降。焊接性和冷彎性變差。所以工程結(jié)構(gòu)用鋼,常限制含碳量.碳素鋼中的殘余元素和雜質(zhì)元素如錳、硅、鎳、磷、硫、氧、氮等,對(duì)碳素鋼的性能也有影響。這些影響有時(shí)互相加強(qiáng),有時(shí)互相抵銷.硫、氧、氮都能增加鋼的熱脆性,而適量的錳可減少或部分抵銷其熱脆性.殘余元素除錳、鎳外都降低鋼的沖擊韌性,增加冷脆性.
除硫和氧降低強(qiáng)度外,其他雜質(zhì)元素均在不同程度上提高鋼的強(qiáng)度.幾乎所有的雜質(zhì)元素都能降低鋼的塑性和焊接性。氫在鋼中能造成很多嚴(yán)重缺陷,如產(chǎn)生白點(diǎn)、點(diǎn)狀偏析、氫脆、表面鼓泡和焊縫熱影響區(qū)內(nèi)的裂縫等。為保證鋼的質(zhì)量,必須盡可能降低鋼中氫的含量(見應(yīng)力腐蝕斷裂和氫脆)。
脫氧帶入的殘余元素如鋁,可減小低碳鋼的時(shí)效傾向,還可以細(xì)化晶粒,提高鋼在低溫下的韌性,但余量不宜過多。由爐料中帶入的殘余元素如鎳、鉻、鉬、銅等,含量高時(shí)可提高鋼的淬透性,但對(duì)要求具有高塑性的專用鋼,如深沖用鋼板,則是不利的.加工性能,碳素鋼大都采用氧氣轉(zhuǎn)爐和平爐冶煉,優(yōu)質(zhì)碳素鋼也采用電弧爐生產(chǎn)。
根據(jù)煉鋼過程脫氧程度的不同,碳素鋼可分為鎮(zhèn)靜鋼、沸騰鋼和介于兩者之間的半鎮(zhèn)靜鋼。冶煉方法對(duì)鋼的性能影響,主要是通過鋼的純凈度而起作用的。人們通過真空處理、爐外精煉和噴吹技術(shù)等,都可獲得更高純凈度的鋼,從而顯著改善了碳素鋼的品質(zhì)。碳素鋼的塑性加工工藝通常分熱加工和冷加工。
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司在建立現(xiàn)代企業(yè)制度的基礎(chǔ)上,建立了一套完善的人事管理、生產(chǎn)管理、質(zhì)量管理、財(cái)務(wù)管理、營(yíng)銷管理、信息管理等綜合管理體系。公司研發(fā)中心擁有雄厚的科技力量和強(qiáng)大的科研實(shí)力,匯聚海內(nèi)外專家學(xué)者進(jìn)行科研攻關(guān)。 公司 云南大理不銹鋼復(fù)合管護(hù)欄生產(chǎn)基地?fù)碛袊?guó)際技術(shù)水平的生產(chǎn)環(huán)境的生產(chǎn)設(shè)備, 以及正在完善適合公司發(fā)展、適應(yīng)市場(chǎng)需求的運(yùn)營(yíng)模式。在這個(gè)充滿機(jī)遇挑戰(zhàn)的新的歷史時(shí)期,公司將以市場(chǎng)為導(dǎo)向,以人才為根本,以技術(shù)為支撐,以資本為紐帶,打造一個(gè)實(shí)力雄厚、核心競(jìng)爭(zhēng)力強(qiáng)大的國(guó)際化企業(yè)。在這里,我們將用信念、追求和執(zhí)著開啟新的航程,乘風(fēng)破浪,勇往直前,駛向我們的理想和目標(biāo)。
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
合管不銹鋼橋梁護(hù)欄品質(zhì)有保障")
點(diǎn)擊查看鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】