服務(wù)熱線:13100067565

您可能對(duì)大理本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-02-05 04:49:36 瀏覽次數(shù):4 公司名稱: 鑫福興管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 3000/噸 |
| 發(fā)貨期限 | 1天 |
| 供貨總量 | 100萬(wàn)噸 |
| 運(yùn)費(fèi)說(shuō)明 | 現(xiàn)付 |
| 最小起訂 | 1 |
| 質(zhì)量等級(jí) | K9 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 球墨鑄鐵 |
| 產(chǎn)品品牌 | 鑫福興 |
| 產(chǎn)品規(guī)格 | DN80-DN1400 |
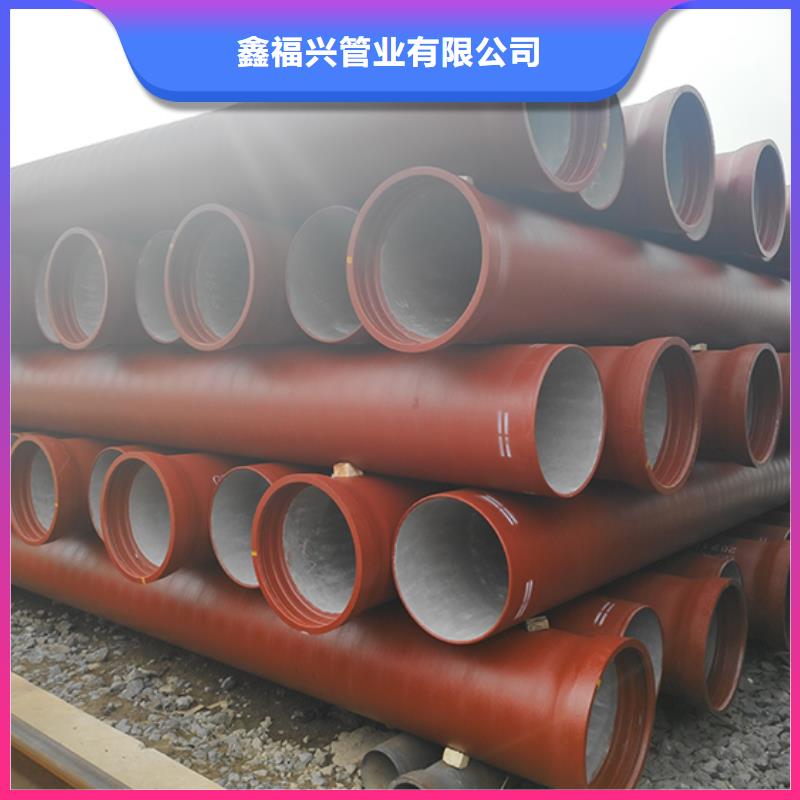

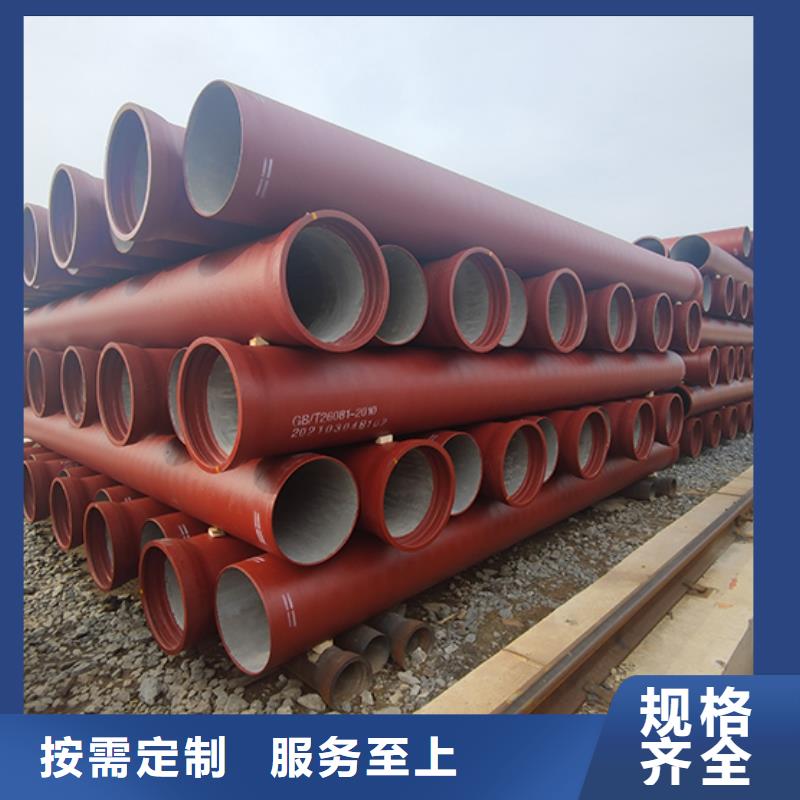
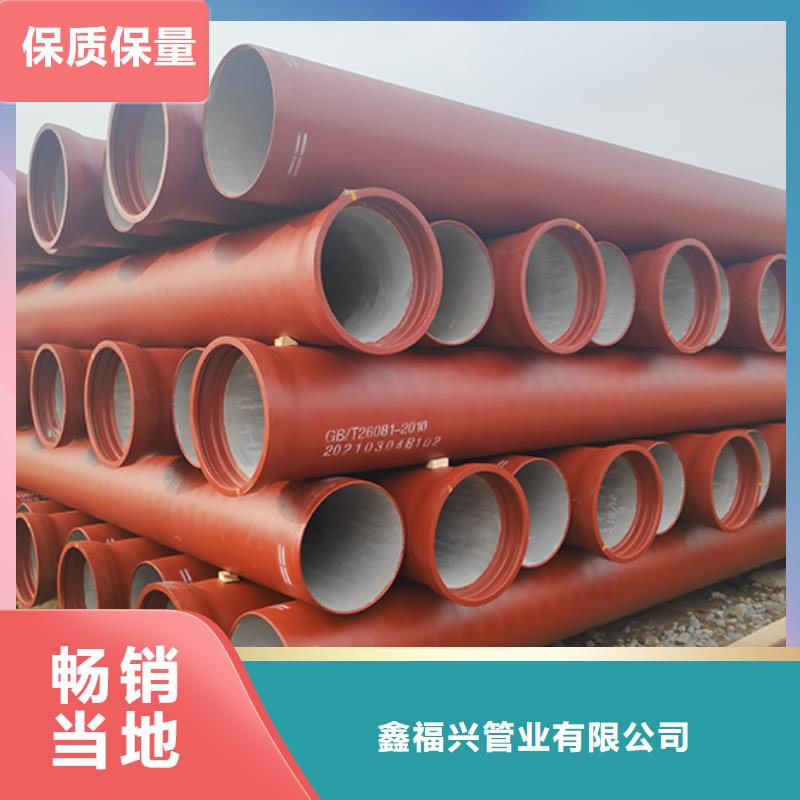

大理球墨鑄鐵雙盤短管口碑好
<大理>鑫福興管業(yè)有限公司


以彎頭為倒,若做長(zhǎng)半徑彎頭,如鋼管,要先選定規(guī)格,提出管料。擴(kuò)徑率,通過(guò)理論計(jì)算,一般擴(kuò)徑率在33%-35%之間,倒推回去。短半徑219mm的一般的擴(kuò)徑率為50%。選好原料后,按彎頭規(guī)格下料,再考慮曲率半徑 比如,90°的彎頭,通過(guò)其曲率可以算出下多長(zhǎng)料可加工出90°的彎頭。通過(guò)理論計(jì)算可算出,然后以該長(zhǎng)度為定尺進(jìn)行切斷。 把料進(jìn)行熱推制。推制機(jī)大家可能都看過(guò),實(shí)際很簡(jiǎn)單。它是一個(gè)牛角狀芯頭或芯棒,芯棒由細(xì)變粗,推制過(guò)程是一個(gè)擴(kuò)徑帶彎曲的過(guò)程。后邊有支撐,把下料管段穿入芯棒,后邊有一牌坊架將芯棒固定。中間有一小車,小車有的通過(guò)液壓傳動(dòng),有的通過(guò)機(jī)械傳動(dòng)即絲杠傳動(dòng),然后往前推小車。小車推著管子順著芯棒往前走,芯棒外有一個(gè)感應(yīng)圈,把管子加熱,加熱好,然后小車把管子推下,就加工好一個(gè)。推好后,彎頭要就此熱狀態(tài)下進(jìn)行整形。因?yàn)橛械膹濐^處理不當(dāng)后,就會(huì)扭曲,這是不允許的。另外,推頭后一般都是前端外徑大,要通過(guò)整形模進(jìn)行整形。整形模實(shí)際上是一個(gè)壓力機(jī),要有一套模具,兩個(gè)半圓弧,上下各一個(gè)。整形后的外徑就達(dá)到了成品的尺寸要求了。壁厚就以來(lái)料的壁厚進(jìn)行控制。彎頭和管子的壁厚公差都是相同的,均為±12.5%。在推制過(guò)程中,正常情況下壁厚不應(yīng)當(dāng)發(fā)生變化,但如果因?yàn)楣ぞ咴颍械牡胤綍?huì)發(fā)生減壁現(xiàn)象,所以一般提料時(shí),壁厚要加一些余量,如彎頭是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制時(shí)由于局部減厚而超差。整好形后,彎頭的外徑、壁厚尺寸都達(dá)到了要求。下面就進(jìn)行精整工序,經(jīng)過(guò)噴丸處理,把彎頭內(nèi)外表面的氧化鐵皮去除,把兩端進(jìn)行坡口處理以便于焊接。再經(jīng)過(guò)檢查、打鋼字、噴涂漆、包裝等工序后,就可以出廠了。以上是24″以下以無(wú)縫鋼管作為原料的彎頭生產(chǎn)方法,超過(guò)24″以后即600mm以上的, 彎頭在2.032米~2.80米之間,是用鋼板做的。把鋼板按要求裁成料后,像uoe成型,也是通過(guò)沖模沖壓沖成圓形。有兩半然后再拼合、焊接。由于焊縫的存在,所以要進(jìn)行無(wú)損探傷。由于有焊接應(yīng)力的存在,所以還要進(jìn)行熱處理。焊接彎頭多了兩道工序:一是探傷,一是熱處理。其他程序相同。 球墨鑄鐵管
球墨鑄鐵管的質(zhì)量同原材料-生鐵的成分密切相關(guān)。我們精選低磷低硫的生鐵,并對(duì)每批原材料進(jìn)行檢測(cè),確保碳、磷和硫等元素的含量符合要求。鐵水球化鐵水中加入球化劑進(jìn)行球化處理,調(diào)整成份以達(dá)到工藝要求。鐵水質(zhì)量控制在鐵水制備過(guò)程中每一環(huán)節(jié)都要對(duì)成分和溫度進(jìn)行嚴(yán)格的控制。每一爐鐵水都要經(jīng)過(guò)成份分析,使鐵水完全符合離心澆鑄的要求。離心澆鑄采用水冷金屬型工藝和離心機(jī)進(jìn)行澆鑄。沖天爐的鐵水經(jīng)電爐升溫和球化處理后被連續(xù)地澆進(jìn)高速旋轉(zhuǎn)的管模中,并通過(guò)水冷卻使鐵水凝固形成球墨鑄鐵管。品質(zhì)控制澆鑄好的球墨鑄鐵管立刻進(jìn)行鑄造缺陷的表面檢測(cè),確保離心澆鑄出的球墨鑄鐵管的質(zhì)量。退火處理合格的球墨鑄鐵管隨后進(jìn)入退火爐,經(jīng)過(guò)充分的退火以獲得球墨鑄鐵所需要的金相組織結(jié)構(gòu)。性能檢測(cè)退火后的球墨鑄鐵管立刻進(jìn)行外觀檢驗(yàn)、硬度試驗(yàn)、金相試驗(yàn)和拉力試驗(yàn),不符合要求的管子予以報(bào)廢。稱重我們對(duì)每根球墨鑄鐵管進(jìn)行稱重,保證管子的重量符合質(zhì)量標(biāo)準(zhǔn)要求。修磨我們對(duì)從退火爐出來(lái)的每根球墨鑄鐵管進(jìn)行內(nèi)外表面缺陷的檢驗(yàn),并且對(duì)每根管子的承插口進(jìn)行打磨和清理。水壓試驗(yàn)我們對(duì)每根球墨鑄鐵管進(jìn)行水壓試驗(yàn),確保管子不滲水。水泥涂襯我們對(duì)每根球墨鑄鐵管的內(nèi)壁進(jìn)行水泥涂襯,保證水質(zhì)不受污染。養(yǎng)生水泥涂襯之后的球墨鑄鐵管要進(jìn)行一段時(shí)間的養(yǎng)生。噴鋅根據(jù)用戶要求可對(duì)每根球墨鑄鐵管進(jìn)行外表面噴鋅處理。瀝青漆噴涂我們對(duì)每根球墨鑄鐵管進(jìn)行瀝青漆外涂,以達(dá)到防腐和美觀外表的作用。

離心球墨鑄鐵管:采用代拉伏法水冷金屬型離心機(jī).Dg100 mm以下的鑄型采用封閉水套冷卻,Dg150rnm以上的鑄型都用雨淋式冷卻。澆注時(shí)需在流植進(jìn)口端加入硅鈣合金作孕育處理,每次澆注完畢后,需要在鑄型內(nèi)表面用壓縮空氣噴涂一層薄薄的干硅鈣粉,離心機(jī)是一個(gè)由上下兩半部組成的密閉式殼體,支承鑄型的滾輪架安裝在殼體底部,鑄型前端套著齒圈,安裝在殼體底上的直流調(diào)速電機(jī)通過(guò)齒輪直接傳動(dòng)鑄型,殼休兩端鑄型通過(guò)處都裝有密封圈,殼體前端安裝著一個(gè)山氣缸翻動(dòng)的半環(huán)形聲全。離心機(jī)的殼體下面裝有輪子,以便在傾斜軌道上作往復(fù)運(yùn)動(dòng),離心機(jī)的往復(fù)移動(dòng)采用液壓裝置,壓力為9.65 x 105Pa.其移動(dòng)速度通過(guò)溢流閥調(diào)節(jié),離心機(jī)的電纜和冷卻水進(jìn)出軟管一般固定在機(jī)器旁邊的柱子上,另一端接在殼體上,隨機(jī)一起移動(dòng)。離心機(jī)的生產(chǎn)規(guī)格一般是固定的,如果要在一臺(tái)離心機(jī)上生產(chǎn)幾種規(guī)格的管子,則需要更換扇形包,鐵水流植和支撐鑄型的滾輪架等。
xinfu