


聯系我們

- 水下安裝公司-全程為您服務2025已更新(今日/潛水隊)
- 定做K9級DN250球墨鑄鐵管、優質K9級DN250球墨鑄鐵管廠家
- 定制325x32無縫鋼管的生產廠家
- 42crmo精密鋼管制造廠_久越鑫金屬材料有限公司
- 快裝集成墻板高溫天氣價格資訊
- 單篦子球墨鑄鐵質量放心
- 景觀護欄最新報價
- 2025源頭廠家#304不銹鋼復合管欄桿#專業定制
- 2205大口徑不銹鋼焊管DN350庫存充足
- 方管廠家聯系電話
- 橋梁護欄不銹鋼復合管欄桿多年實力廠家
- 智慧公交站臺為您服務
- 大連低價墻繪文化墻彩繪浮雕手繪專業團隊長期合作墻繪幼兒園彩繪手繪
- 密集檔案架工廠直銷
- 重慶到返程貨車運輸公司2025(提送到位)(2025推薦)
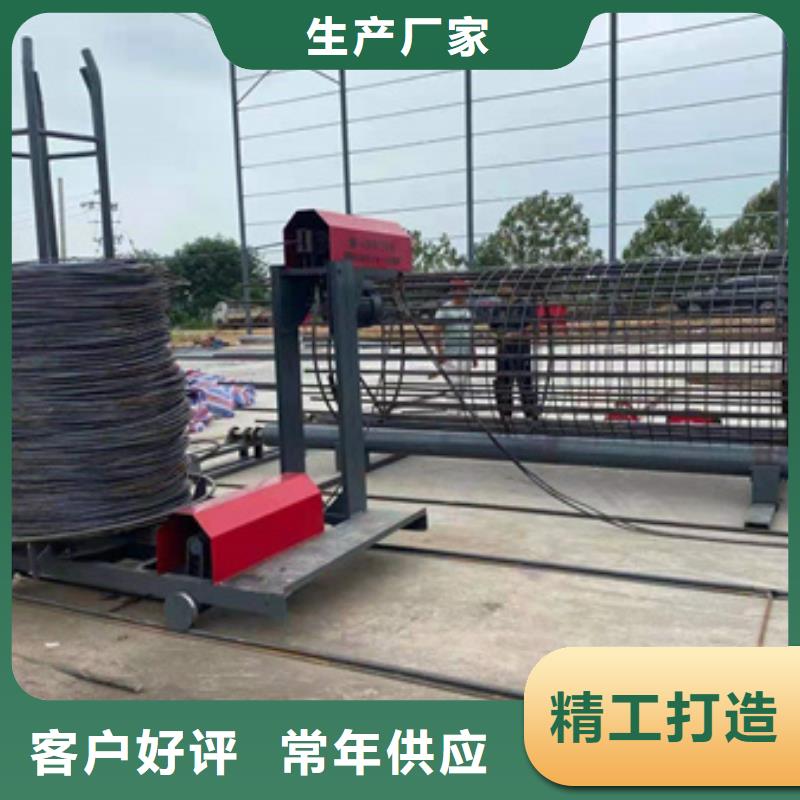
鋼筋籠地滾籠機廠家優選
更新時間:2025-01-29 06:59:22 瀏覽次數:3 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 36000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流/專車 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 加工定制 | 是 |
| 產品型號 | RLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3500kg |
| 產品顏色 | 可定制 |
| 品牌 | 河南建貿 |
| 型號 | RLJ-3000 |
| 加工范圍 | 400-3000 |
| 安裝尺寸 | 16M*5M |
| 整機質量 | 3500KG |
| 名稱 | 鋼筋籠繞筋機 |




大理鋼筋籠地滾籠機廠家優選
比如您購買的彎曲機能彎曲大直徑在12毫米的鋼筋,但卻要用該機彎曲直徑在13毫米甚至更大直徑的鋼筋,豈知這對彎曲機的彎曲輥、機身構造和電機等都會造成嚴重的損害。輕者需要對有關配件進行更改,重者會造成機器的報廢,所以奉勸客戶朋友請嚴格按照機械設備的操作規范進行正確的使用。

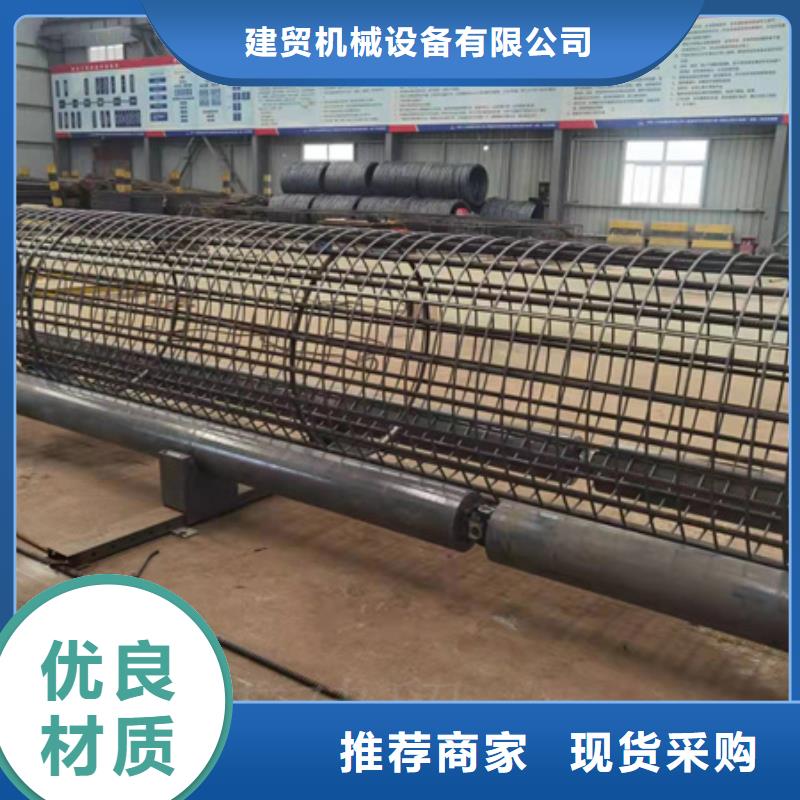
4、鋼筋滾籠機,依據設計方案間隔調節主筋部位,箍筋根據在成形機中鍵入的間隔,全自動纏繞;箍筋與主筋的聯接,選用二氧化碳維護電焊焊接(別名二保焊)紅梅花形碰焊,降低焊穿,確保聯接品質。5、每節灌注樁制做進行后,下節灌注樁在成形機上開展組拼,組拼及格后吊離上每節灌注樁,確保兩節灌注樁的連接精密度。6、生產加工好的灌注樁在儲放區運送至灌注樁儲放區,設定契形馬鐙固定不動兩邊,避免鋼筋翻轉。7、將制做好的灌注樁在儲放居民區進行耳筋混泥土水泥墊塊安裝,符合要求后,由新項目初入職場專業技術人員開展自查,確定考慮標準規定后報檢并懸架灌注樁標志牌,標明工程施工位置、生產加工時間、分節總數及單節長短等。8、灌注樁安裝檢驗前,依據工程圖紙工程施工規定在灌注樁上捆扎上,供中后期樁體質量檢驗用。聲測管和袖閥管在安裝時,應按有關規定開展安裝。繞筋機9、新項目質量檢驗技術工程師收到報檢后,對灌注樁生產加工品質開展工程驗收,考慮設計標準規定后在灌注樁標志牌上簽名確定,一起必須監理工程師工程驗收及格后在灌注樁標志牌上簽名確定。
不管再結實的全自動鋼筋彎曲中心,也經不起“連軸轉”似的生產,這很容易其機體結構出現”疲勞“,機體結構變形、彎曲輥出現裂紋與電機過熱等現象。所以在使用彎曲進行鋼筋彎曲作業時,應讓其“勞逸結合”,切勿進行滿負荷的連續生產
3、精密程度不同。鋼筋籠滾焊機制作出的鋼筋籠不會出現直徑內縮現象,繞筋纏繞的誤差一米在2CM左右,非常標準。而鋼筋籠繞筋機根據要生產的鋼筋籠主筋和繞筋粗細程度的對比不同有的會出現直徑內縮現象,繞筋纏繞的誤差也會稍微大一些。4、生產速度不同。一般而言如果工人能夠提前把加強圈和主筋焊接好供鋼筋籠繞筋機生產的話,鋼筋籠繞筋機的生產速度要高于鋼筋籠滾焊機。5、需要工人數量不容。鋼筋籠滾焊機只需要3個工人就可生產,2人上料和準備加強圈,一人操作設備進行焊接。而鋼筋籠繞筋機需要工人多一些,需要工人把主筋和加強圈焊接好,供鋼筋籠繞筋機使用,大概需要4人,再加上一個人操作設備焊接。共需要5人操作。6、設備占地面積不同。拿標準長度的設備而言,都是可以制作12米長度的鋼筋籠。鋼筋籠滾焊機要占地長度27米,鋼筋籠繞筋機只需要占地13米左右。
 大理鋼筋籠地滾籠機廠家優選
大理鋼筋籠地滾籠機廠家優選

在各類建筑施工工程中,鋼筋加工是一個尤其重要的環節,在橋梁施工中,鋼筋籠繞筋機 的加工是基礎建設的重要環節。在過去傳統的各類建筑施工工程中,鋼筋籠一般都是采用手工軋制或手工焊接的方式,除了效率低下之外,主要的缺點是制作的鋼筋籠質量極其差,設備尺寸不規范,影響到工程建設工期的及質量不合格。鋼筋籠的焊接時間=鋼筋籠長度/行走速度,例如一個12米的鋼筋籠,行走速度為600mm/min,則理論焊接時間為12/0.6=20分鐘。如果行走速度為mm/min,則理論焊接時間為10分鐘。實際操作中,由于兩端不會完全焊滿,故實際焊接時間比理論時間短。自動化數控鋼筋加工 步式 1、多媒體; 2、專業業務經理; 3、樣板工地現場; 4、研究發明專家深度解析方案。 二、N三百六十度服務(售前、賣出以后的服務保持高度一致) 1位專業業務經理 1位技術服務指導 1位現場加工培訓督導,為顧客提供完整而專業的現場加工解決方案。 三、三百六十度服務分7個節點驗收體系 1、特殊需求的技術交底; 2、工廠設備交付,并派送; 3、指派隨行現場加工培訓督導; 4、設備現場交付驗收; 5、設備調試驗收; 6、現場指導工人使用結果驗收; 7、完整設備交付使用效果
全自動數控鋼筋籠繞筋機價格工法特點鋼筋籠繞筋機的使用說明:1.備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。4.調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與調整要求的間距值。在主機速度確認不變后,根據變頻器初始參數0-50均分并計算,可以快時間調到所需數值。確認的一個或幾個數值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。主機;含機架、底座、膠輥、傳動系統等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;