

滁州珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹滾壓管
1、 結構分析:
1、 φ50mm×770mm本身的圓度公差為0.005mm。
2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。
3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。
4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。
5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。

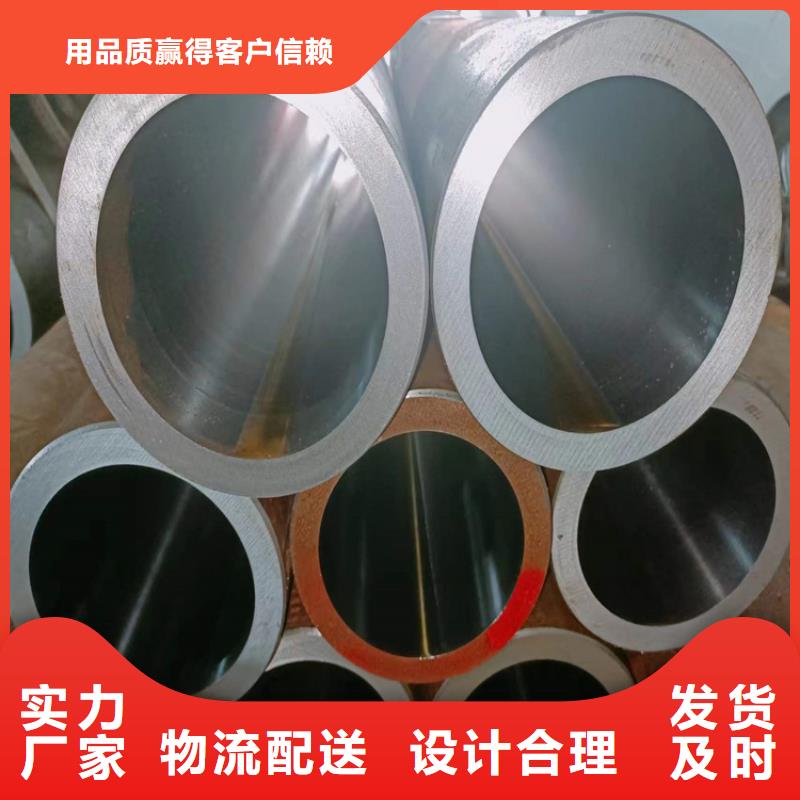
滁州珩磨管油缸管絎磨管在標準中為DIN2391-1 。液壓鋼管的原材料經過精拔、無氧化光亮熱處理(NBK狀態)、無損檢測、鋼管內孔經過高壓沖洗、酸洗,鋼管內外壁用防銹油防銹處理、兩端封蓋用作防塵處理。 生產出來鋼管具有精密度高、光潔度好,鋼管內外壁無氧化層,鋼管可以承受液體流通過的高壓,且鋼管冷彎不變形,可擴口、壓扁無裂痕。機械性能可以在任何一個角度下彎曲不變形。主要用作液壓系統油路中配制鋼管,也叫液壓系統中的硬配管,汽車用精密鋼管,規格一般為外徑(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。長度為定尺6米(訂做除外),交貨狀態為NBK(正火)、GBK(退火)、BKS(去應力退火)。采用主要材料為ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可滿足對鋼管要求精密度高、光潔度高、抗拉強度、機械性能高的客戶。滾壓管

滁州珩磨管油缸管絎磨管我們大口徑厚壁絎磨管廠對Φ400mm自動軋管機組,穿孔、二次穿孔(延伸)、自動軋管和均整4個軋制過程的荒管實測壁厚數據進行了傅立葉變換,得出了壁厚不均的定量分析及其形成原因,并以此為基礎提出了改善鋼管壁厚不均的途徑:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的關鍵環節,主要措施是改進工具設計,提高頂桿和頂頭在旋轉過程中與軋制線的同心度。
②改善穿孔后毛管的壁厚不均是重要環節,主要措施是提高管坯的加熱均勻性,提高定心孔的精度,加長頂頭均整帶的長度和反錐的長度,提高頂桿與頂頭在旋轉過程中與軋制線的同心度。
③軋管時雖會產生嚴重的對稱性壁厚不均,但對減輕螺旋形的壁厚不均有一定的作用。因此,軋管時應軋制兩道,道次之間應將荒管翻轉90°。
④均整過程能基本上對稱性壁厚不均,但對螺旋形壁厚不均的作用甚小,因此,應提高均整機的能力。
⑤傅立葉變換是研究斜軋過程壁厚不均的有效手段,這一方法也可用于其他鋼管生產機組管體壁厚不均的研究。
滾壓管

滁州珩磨管油缸管絎磨管為進一步提高珩磨生產率,珩磨工藝朝著強力珩磨、自動控制尺寸的自動珩磨、電解珩磨和超聲珩磨等方向發展。我公司本著不端創新和進步的理念,在不斷加強各種缸筒的研究和創新的基礎上,增加在液壓機械等方面的發展,這無疑是給企業的發展帶來了無窮的力量和希望!經過這些年的發展,不斷的開發新產品來配合客戶需求使產品的各項優越性得到快速產品被廣泛應用于冶金、鍛壓、鑄造、機床、礦山、起重、船舶、煤炭、運輸、化工、科研、軍工等工業領域。絎磨管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。絎磨管是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。滾壓管
