


貨供應(yīng)")
耐蝕合金鋼系列產(chǎn)品一.主要牌號/材質(zhì)有: 1.哈氏合金:HC-276/NS334、HC-22、HC/NS333、HC-4、HC-2000、HB/NS321、HB-2/NS322、HB-3、HG-30
2.因科乃爾合金:Inconel600/NS312、Inconel601/NS313、Inconel625/NS336、Inconel690/NS315、Inconel718/GH4169、InconelX-750/GH4145
3.因科羅伊合金:Incoloy800/NS111、Incoloy825/NS142、Incoloy800H/NS112、Incoloy800HT/NS113、Incoloy925、Incoloy926、Incoloy901
4.蒙乃爾合金:Monel400、MonelK500 5.特殊合金:Alloy20/NS143/20#合金、Alloy30/31、Alloy218、Nickel200/201、XM-19
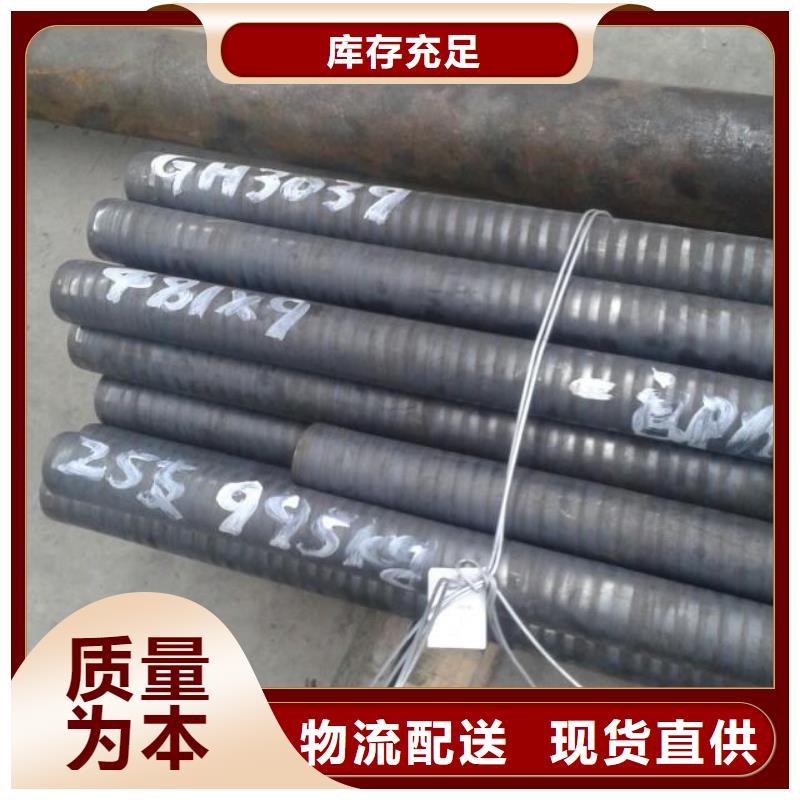
二.可供種類、規(guī)格和: 1.圓鋼:熱軋棒,鍛打棒,光亮棒,絲材; 規(guī)格:Φ0.1-280mm;:
ASTM B160,B164,B166,B408,B425,B574,GB15007 2.鋼板:冷軋板,熱軋板,中厚板,帶材,規(guī)格:∮0.1-50mm;
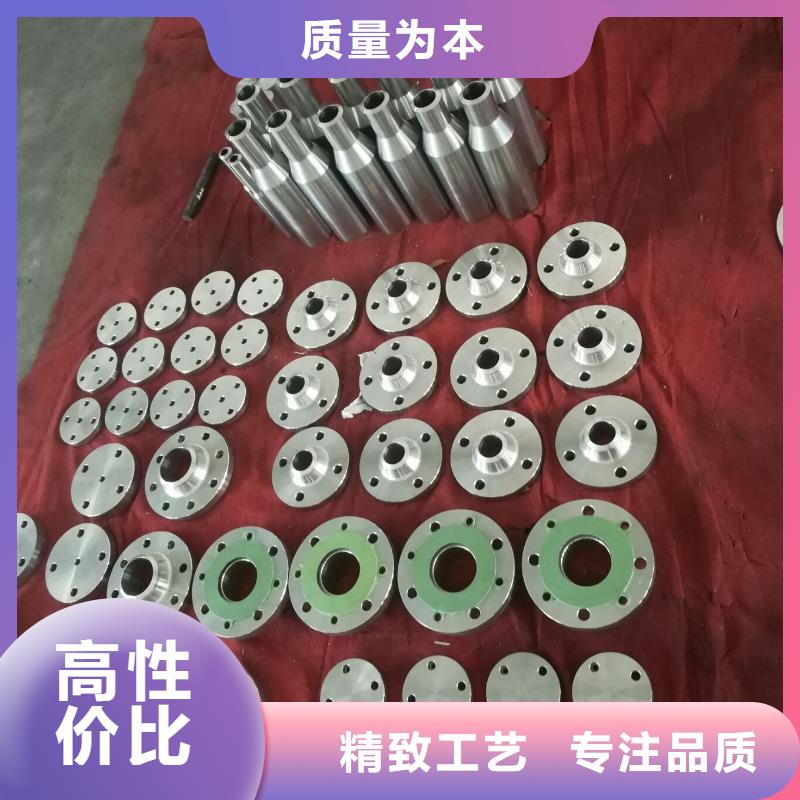
ASTM B162,B168,B409,B424,B434,B127 3.法蘭:平焊,對焊,帶頸,承插焊,法蘭蓋, 規(guī)格:1/2″-48″;:ASTM B564,B462; 4.鍛件:各種或非標(biāo)鍛件,按需或圖紙訂做;:ASTM B564,B425
貨供應(yīng)")
貨供應(yīng)")
C-59合金可以很容易地用普通制作工藝來加工。
1、加熱 C-59合金在熱處理前和熱處理過程中不可以和任何污染物接觸。 在含有S、P、Pb和其它低熔點(diǎn)金屬的環(huán)境中加熱,會使C-59合金的性能下降。污染物的來源主要有標(biāo)記筆痕跡、溫度指示漆、粉筆、潤滑油脂、燃料等。 加熱爐燃料的含硫量必須低,天然氣的含硫量必須低于0.1%(質(zhì)量),燃料油的含硫量不可超過0.5%。 爐氣環(huán)境應(yīng)該是輕的氧化性,不可以在氧化性和還原性之間波動。不可以讓火焰直接沖擊合金材料。
2、熱加工 C-59合金可以在950-1180℃之間進(jìn)行熱加工。冷卻要用水急冷。 熱加工后退火可以確保材料有良好的耐蝕性能。
3、冷加工 退火的C-59合金才可以用來冷加工,C-59合金的加工硬化率是很高的,對成形設(shè)備的要求要高一些。 當(dāng)冷變形加工執(zhí)行時,工序間退火是必要的。
4、熱處理 固溶熱處理溫度應(yīng)該在1100-1180℃,在1120℃處理。 水冷是確保材料有耐蝕性能的基本要點(diǎn)。在任何熱操作過程中,材料表面必須清潔。
5、除垢 C-59合金焊縫附近的氧化物比其它不銹鋼要緊密的多,可以用細(xì)砂輪打磨干凈。 酸洗前,材料表面的氧化物、污點(diǎn)等可以用細(xì)砂輪或不銹鋼絲刷打磨干凈。
6、機(jī)加工 機(jī)加工C-59合金應(yīng)該是固溶處理狀態(tài)。由于其加工硬化率較大,所以相對于低合金奧氏體不銹鋼來說,要采用較低的表面切削速度,且進(jìn)刀量要大,以忽略硬度較高的表面。同時要讓刀具處于連續(xù)運(yùn)轉(zhuǎn)的狀態(tài)。
九、焊接焊接鎳基合金時,要遵守下列操作規(guī)程:
1、工作場地 C-59合金的焊接場該是獨(dú)立的,和碳鋼加工場地分開,同時不可以有氣流擾動。
2、著裝 焊接著裝應(yīng)該采用皮革手套和工作服。
3、加工工具和機(jī)械 工具要采用鎳基合金專用工具,制造和加工機(jī)械如:剪板機(jī)、卷板機(jī)、壓制機(jī)械等,其工作臺面要用毛氈、紙板、塑料等覆蓋,防止C-59合金表面在加工過程中被壓入污染物,導(dǎo)致終的腐蝕。
4、清理 基材金屬的焊縫區(qū)域清理和填料金屬的清理應(yīng)該使用丙酮。
5、坡口準(zhǔn)備 C-59合金的焊接坡口成形可以采用機(jī)械方法,如車削成形、磨削成形或刨制成形;等離子切割也是可以的,不過切割后的坡口要打磨干凈,并且不可以使坡口附近過熱。
6、坡口角度一般焊接后應(yīng)該立即用不銹鋼絲刷刷去氧化部分。 鎳基合金和特種不銹鋼相對于普通碳鋼的一般區(qū)別在于其有較低的熱傳導(dǎo)系數(shù)和有較高的熱膨脹率。其焊接焊腳要大(1-3 mm),坡口角度要在60-70°左右,主要因為C-59合金的熔化金屬有較高的粘性,而且其焊后收縮傾向比較大。
7、引弧 引弧時只可以在即將焊接的焊縫區(qū)域內(nèi)進(jìn)行,不可以在已完成的焊接件上,以免造成耐蝕性能的下降。
8、焊接工藝 C-59合金可以用多種常規(guī)焊接工藝焊接,如:TIG/GTAW,MIG/MAG,手工金屬焊接、等離子弧焊等。不過焊接前的清理是必要的。
9、焊接參數(shù)和有關(guān)影響因素 焊接時要謹(jǐn)慎選擇熱輸入量,一般要采用較低的熱輸入量,層間溫度不要超過150℃。同時采用較薄的焊道焊接工藝。
一般焊接后應(yīng)該立即用不銹鋼絲刷刷去氧化部分。
貨供應(yīng)")
貨供應(yīng)")
貨供應(yīng)")
秉爭實業(yè)有限公司是一家集工藝研發(fā)、設(shè)備生產(chǎn)、設(shè)備銷售于一體的 云南楚雄銅合金研發(fā)生產(chǎn)企業(yè)。擁有一批具有豐富經(jīng)驗的研發(fā)銷售團(tuán)隊和一支技術(shù)過硬的生產(chǎn)組裝團(tuán)隊。主要生產(chǎn) 云南楚雄銅合金。
我們經(jīng)秉承不斷自我完善,以新科技、高標(biāo)準(zhǔn)、高質(zhì)量來嚴(yán)格管理公司。打破原有 云南楚雄銅合金的技術(shù)與功能,從外觀到內(nèi)部配件及所有功能,以完美的設(shè)計、優(yōu)惠的價格、優(yōu)質(zhì)的售后服務(wù)來實現(xiàn)于用戶合作共贏。
貨供應(yīng)")
貨供應(yīng)")
