




想要快速了解型材拉彎42CrMo鋼管切割專注細節更放心產品?視頻給你直觀的感受!
以下是:廣西崇左型材拉彎42CrMo鋼管切割專注細節更放心的圖文介紹

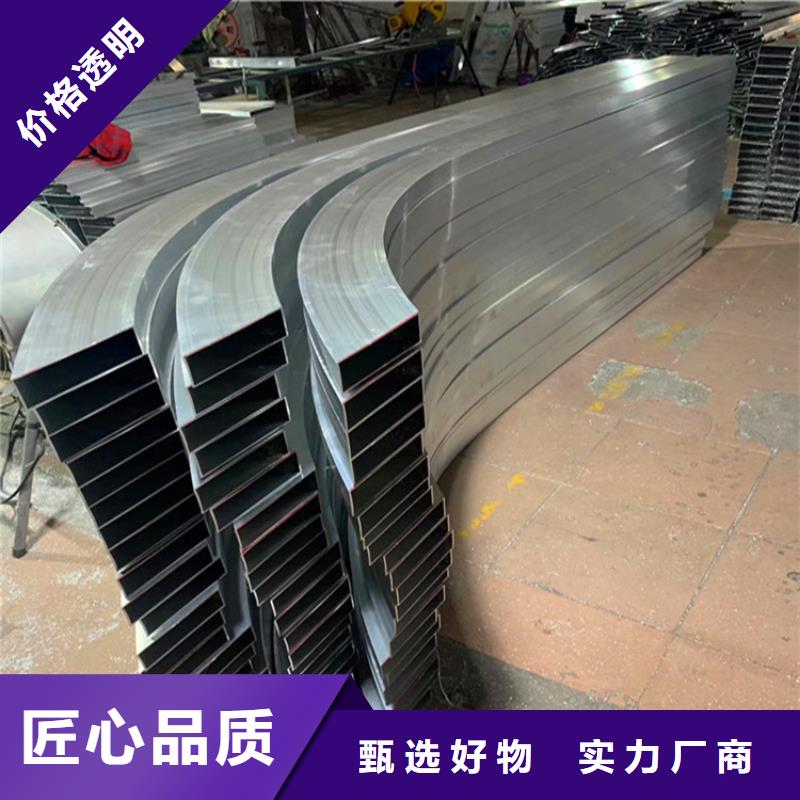
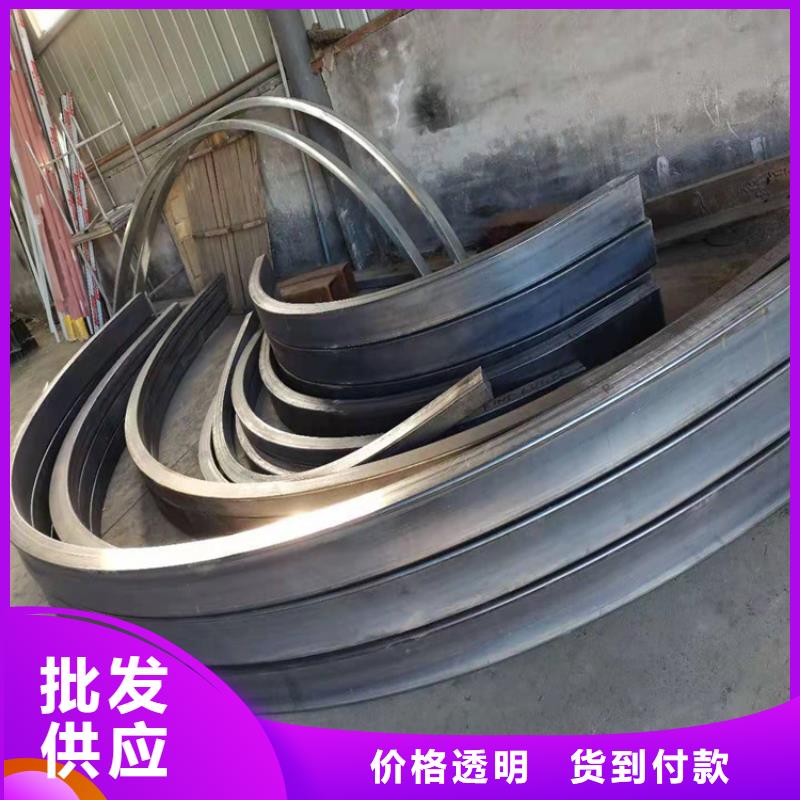
那么關于型材拉彎工藝特點及要求是怎樣的?下面河北拉彎廠的專家就來給我們分析一下。 1、 所謂拉彎即是在給于型材預制拉力(在屈服極限范圍內)的前提下,利用旋轉和靠模改變型材斷面變形中介面(內移)使其塑性變形的過程。2、 關于備料長度:一般情況下備料應是所需彎曲材料的有效弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內半徑(R內)。 備料長度=有效弧長+2.1 t 當然具體備料長度可以根據實際情況考慮套裁,以便節省工藝段。3、 關于備料數量:一般情況下應根據不同斷面、不同半徑、不同弧長在實際需要數量基礎上增加1~2支備份,以便做為調試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環節可能出現的損失數量。4、 關于材料每支彎曲有效弧長的要求:通常情況下不應超過弧度角180度。5、 關于材料硬度狀態的要求:當型材彎曲的伸長率滿足變形量要求時應選擇T5狀態(e≤10%),鋁型材的標準為e≥ 8 %;e = t / R內× = (R外-R內) ÷R內× 否則應選擇To~T4狀態。當然型材生產廠一般不愿意給客戶生產T1~T4狀態型材。6、 關于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應適當做表面保護。上述介紹只是一般的常識說明,具體情況需視工程項目要求的分格、結點及選材等特點確定。


宏鉅天成鋼管(崇左市分公司)是一家專業(廣西崇左) 本地 冷拔方鋼的生產制造、銷售、物流,國際貿易為一體的綜合企業。公司可定做各種(廣西崇左) 本地 冷拔方鋼。常備庫存充足,公司目前擁有二十余條國內先進(廣西崇左) 本地 冷拔方鋼生產線,生產工藝先進,技術力量雄厚,檢測手段齊全,產品質量優良,在行業中享有良好的聲譽和知名度。



型材拉彎鋼材拉彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產品分量,噸;G為投入質料分量,噸。成材率與金屬耗費系數K成倒數的聯系。b=(G-W)/G×100=1/K.式中W為出產過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產過程中產生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質料和軋制的產品不同,如有的軋鋼車間以鋼錠為質料通過中心開坯,軋制成材;有的車間以鋼錠為質料直接軋制成材;有的車間以鋼坯為質料軋制成材;還有少量車間則是以鋼材為質料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產過程中金屬收得情況,難以反映車間之間在出產技術水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據具體情況計算。

