



我們的鋼管折彎冷拔方鋼當地貨源產品視頻已經準備好,它將為您呈現產品的完美細節,讓您為之驚嘆不已。
以下是:鋼管折彎冷拔方鋼當地貨源的圖文介紹


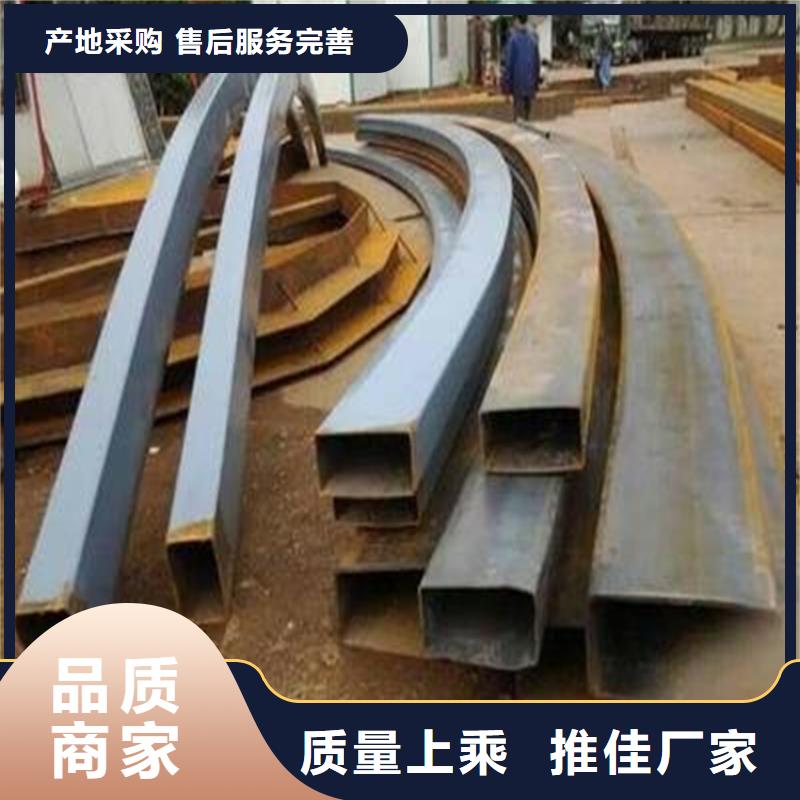
鋼管折彎在彎管加工過程中會有多種辦法,在必定程度上,依據其曲折成形方式可分為滾彎、壓彎、推彎和繞彎,按曲折時是否運用模具可以分為模彎和無模彎;依據曲折過程中是否存在芯棒可分為有芯彎和無芯彎,依據是否加熱是否可以分為冷彎和熱彎。近年來,也出現了新的彎管工藝,如零半徑曲折、中頻感應曲折、熱應力曲折和激光成形曲折等。彎管加工主要是選用三輥輪對管材進行曲折加工的辦法,對彎管半徑有必定的要求,在操作中非常適用于大曲率半徑的厚壁管件,而對于小半徑曲折則無能為力。軋制曲折辦法和作業原理與中厚板軋制基本相同,但用于彎管的軋輥具有與管坯橫截面形狀共同的作業表面。曲折時,只有改變主輥與從輥之間的空隙,才能完成各種曲率半徑的曲折。其中,滾輪是主動輪,其余兩個是從動輪。這種辦法特別適用于曲折環或螺旋管件。彎管需求依照有關標準和規定加工,不管彎管的高度怎么,都不答應不穩定。加工彎管的材料需求合格、變形、開裂以及曲折管架、連接器和緊固件的其他缺陷,嚴禁運用彎管的緊固件,不得焊接連接件。



宏鉅天成鋼管(崇左市分公司)是廣西崇左專注生產、銷售 冷拔方鋼的廠家,公司擁有先進的設備,雄厚的技術力量,科學的工藝流程,完善的質量檢測體系,采用優良的 冷拔方鋼原材料,嚴把質量關。我廠擁有先進的管理經驗、生產流程和質量控制手段,保證為客戶提供高質量的 冷拔方鋼產品。在我們強調產品質量的同時,還積j i與客戶進行溝通,了解客戶的需求,并為客戶提供貼心和及時的售后服務。公司始終堅持以用戶至上,質量至上,信譽至上,服務至上為經營方針,以優良的 冷拔方鋼產品和貼心的服務與各界朋友真誠合作,共同發展。


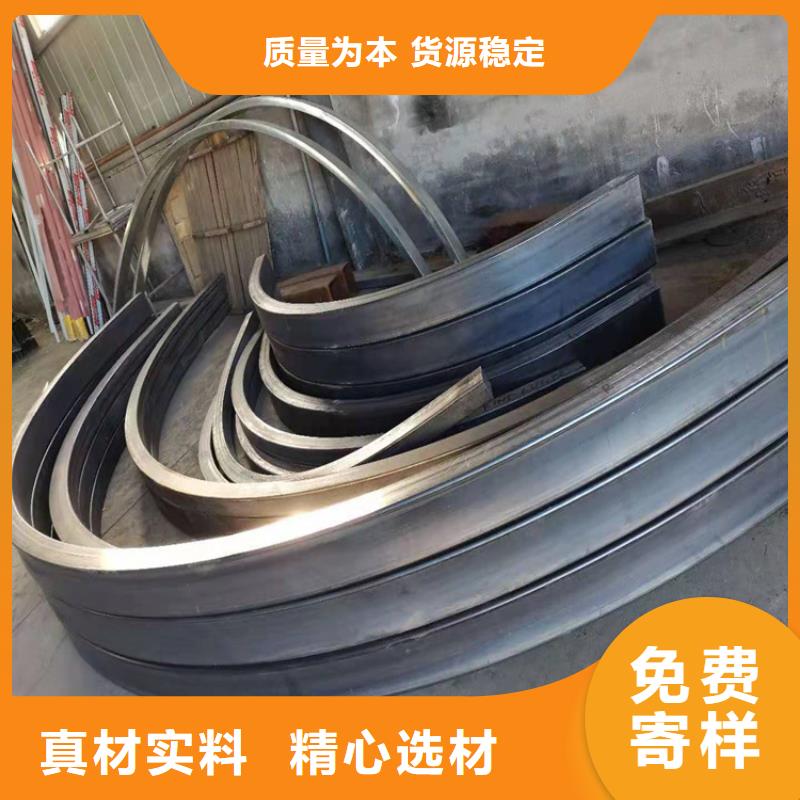
鋼管折彎工藝回彈是模具設計中要考慮的重要因素,拉彎件的終成形很大程度上受到成形后回彈量的影響。回彈主要表現為整體卸載回彈、切邊回彈。當回彈量超過允許值后就是成形缺陷,影響拉彎件的幾何精度。方管拉彎加工時的注意事項型材彎曲變形區外側壁厚變薄;型材彎曲變形區內側壁厚增大、起皺;橫截面形狀畸變;回彈。限制型材方管拉彎加工的因素生產中限制拉彎加工的因素主要有以下兩點:一是拉彎斷裂,一是截面尺寸變形量過大。確定拉彎工藝參數首先要考慮的就是這兩個方面。拉彎就是把金屬板材、管材和型材彎曲成一定曲率、形狀和尺寸的工件的沖壓成形工藝。 拉彎成形廣泛應用于制造高壓容器、鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構件以及箱柜鑲條等。對于拉彎構件,如果彎矩不大而主要承受軸心拉力作用時,它的截面形式和一般軸心拉桿一樣。彎 在拉力和彎矩的共同作用下,截面出現塑性鉸即視為承受能力的極限。對板坯進行連續彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調節壓下輥的上下位置即可改變它與傳動輥之間的相對距離。方管拉彎加工工藝是什么對于方管拉彎自身來說,方管拉彎報價,它可以直接采用彎曲的模具對其進行彎曲,方管拉彎尺寸,通常情況下都是會用方管拉彎,也正是因為如此,我們要進行留意,在這樣的重要的使用情況下,現有的方管拉彎模具在使用的時候,方管拉彎,由于預彎管在進行壓彎的時候,會出現預方管拉彎在彎曲的時候彎曲處出現裂紋或斷裂的現象。



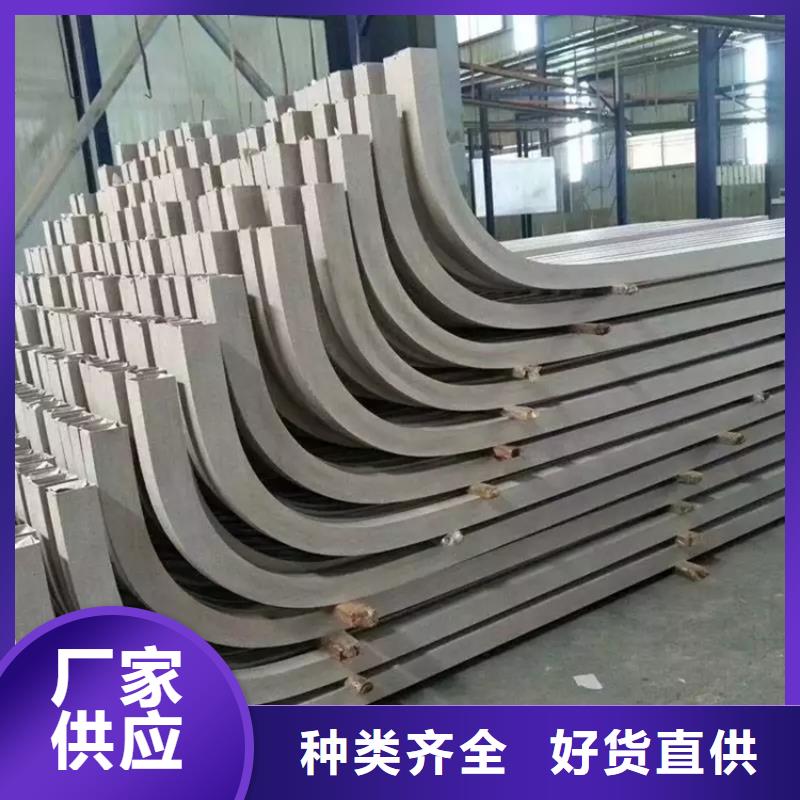
鋼管折彎隨著劃片機數控拉彎加工技術的興起,方管彎成弧形成型方法有很多,天津宏宇拉彎彎管有限公司結合實際工作情況列舉常規方管弧形拉彎的兩種方法:種、實彎實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。2)實彎的缺點是有拉伸/減薄效應。,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。第二種、空彎空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。1)空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。2)空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點。
