


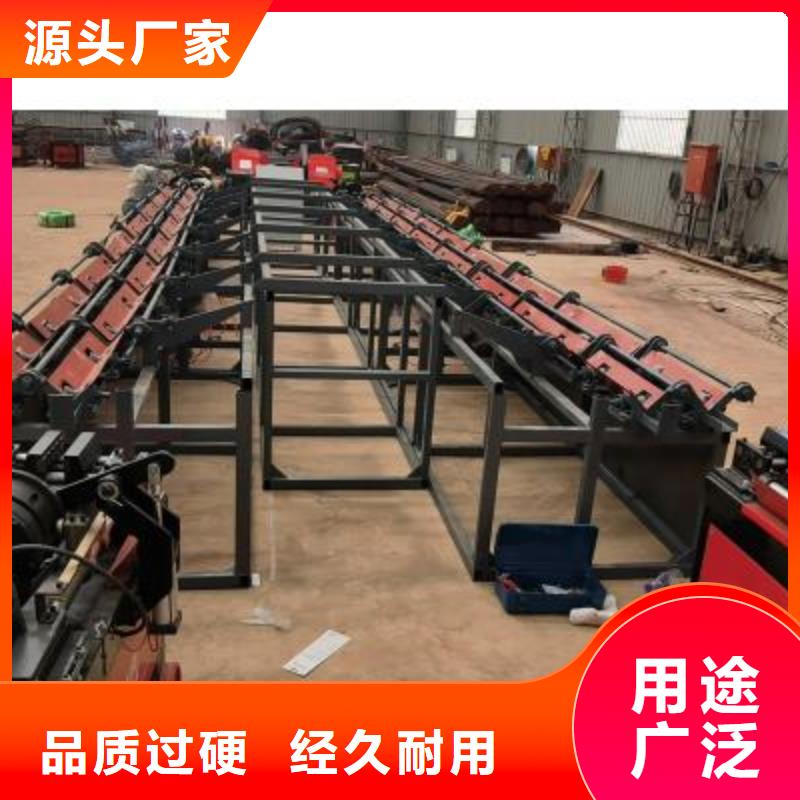



我們的現場實拍視頻將帶您走進生產線【鋼筋彎曲中心】廠家售后完善產品的世界,產品視頻細節之美一覽無余!
以下是:生產線【鋼筋彎曲中心】廠家售后完善的圖文介紹

鋼筋鋸切. 墩粗 .套絲 ,打磨工藝實現了自動化生產。提高了套絲生產設備的自動化程度并減少勞動力。 節約場地;套絲設備可與鋼筋剪切鋸切設備鏈接。鋼筋通過裁剪設備將鋼筋裁剪到規定長度后直接進入套絲設備。不需要占用場地存放鋼筋。減少人工;該設備操作人員只需要一個人就可完成炒作。無須吊裝和搬運線體直接運輸。提率;短時間實現從原材料到兩端套絲半成品。保證品質。上下工序緊密銜接。及時發現異常并糾正。操作簡單;設備配備人性化的操作程序。可選擇性作業。同時這兩個部套可以拆分開作為獨立設備單獨使用。先進的伺服控制系統。鋸切。套絲精度高。全自動液壓鋼筋鐓粗機采用先進液壓系統和電動結構,廣西崇左數控鋼筋鋸切套絲生產線新產品、新技術,只需按上一個電源按扭,整體鐓粗工作一次性完成,加工精度高,質量保證。鋼筋鐓粗利用冷鐓的原理使鋼筋端頭塑性變形,直徑增大4~6mm,然后再加工螺紋。使加工螺紋后的實際截面積大于原鋼筋截面積,大大提高接頭的抗拉強度。這種鐓粗后的螺紋接頭經拉伸實驗檢測全部斷于母材,適用于建筑、路橋、高鐵、電站要求較高的工程;操作簡單方便,省時省力。


廣西崇左數控鋼筋鋸切套絲生產線引進德國技術水平,是一款主要針對于不同鋼筋直徑、高精度鋼筋棒材的鋸切,套絲,廣西崇左全自動數控鋸切套絲一體機,能夠將鋼筋棒材按照需求,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數控鋼筋鋸切套絲設備。,采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料,套絲方便。 2, 通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。3, 采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。4,鋸床采用國內專用的雙面夾緊鋸床。5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。



在未來,建貿機械設備有限公司將繼續做好 廣西崇左鋼筋彎曲中心產品,發揚“超越自我、追求圓滿”的企業精神,以“人人品管,技術爭先,團結協作,求真務實。”的宗旨,不斷進行經營改革和管理創新,增強企業的整體競爭力、凝聚力、創新力,來服務于社會。


廣西崇左鋼筋鐓粗套絲打磨生產線機構說明:該智能鋼筋鐓粗、套絲、打磨生產線主要由以下幾部分組成:1、機部分:將收料線上翻出的圓鋼(或螺紋鋼)至下一級機構--分料平臺。2、分料平臺:將機批量上來的圓鋼(或螺紋鋼)逐根分料傳送至下一級機構---鐓粗線3、電源箱:電氣元件的安裝和控制平臺。4、鐓粗機(分為左、右兩條線):將鋸切好的圓鋼(或螺紋鋼)分左右兩頓一次鐓粗,完成后翻料至套絲線5、套絲線(分為左、右兩條線): 將分料平臺送來的每根圓鋼(或螺紋鋼)分左、右兩端依次套絲,套絲完成后翻料 至 打磨線。6、打磨線: 將套絲線送來的鋼筋兩端分左右依次打磨平整,然后翻落至多級儲料倉。7、儲存倉:用于加工成品的存儲。設備維護和保養1、新機運行30小時后,檢查并緊固各螺栓。2、新機運行200小時后更換減速器油。3、新機運行100小時后(大約15天)更換鋸切機液壓油。4、 以后每間隔2周給套絲打磨生產線的所有潤滑點(各轉動部件、軸承、鏈條、鏈輪等)加注相應的潤滑油脂(鈣基黃油)。5、 以后每年更換一次液壓油、減速器油。6、液壓油:長城46#液壓油(或MHM68或MHM100抗磨液壓油)。7、減速機油:MIEP320或MIEP460中負荷工業齒輪油。8、潤滑油:普通鈣基脂黃油。9、經常用刷子清理滾動和滑動零部件下面的氧化鐵皮和雜物,保護滑動面清潔。10、經常檢查螺栓螺母的緊固情況,如有松動應及時緊固。11、機器出現不正常的異響,應及時停機檢查,排除問題后方可使用12、每班工作完成后,應當切斷電源,清理各部位塵埃及雜物。13、機器長期不用時,應關閉電源,注意通風防潮,入庫或遮蓋,機器上所有外露的加工部位均應涂上防銹油。14、所有運轉部位如軸承、鏈輪、鏈條、鋸切機油泵及軸承油嘴每班班前檢查有無缺油現象,如有,應及時加注。15、開機前應先檢查鋸切機液壓油箱是否缺油,如有缺油現象,要添加至規定油位(長城46#液壓油)。17、開機前檢查套絲機、打磨機各部位及液壓油、冷卻液等是否符合要求。



