



欄標(biāo)準(zhǔn)工藝")
1、相貫線切割機(jī)的發(fā)展。從幾種通用數(shù)控切割機(jī)應(yīng)用情況來看,火焰相貫線切割機(jī)功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產(chǎn)效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機(jī)具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點(diǎn),未來的發(fā)展方向在于等離子電源技術(shù)的提高、數(shù)控系統(tǒng)與等離子切割配合問題,如電源功率的可切割更厚的板材;精細(xì)等離子技術(shù)的完善和提高可提高切割的速度、切面質(zhì)量和切割精度;數(shù)控系統(tǒng)的完善和提高以適應(yīng)等離子切割,可有效提高工作效率和切割質(zhì)量。
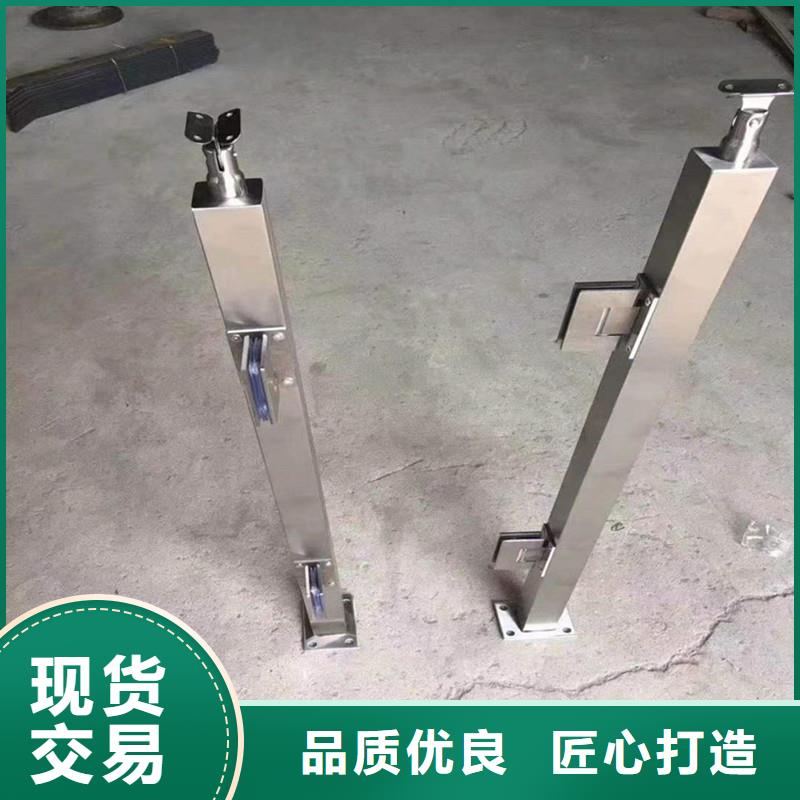
2、專用相貫線切割機(jī)的發(fā)展。相貫線切割機(jī)適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設(shè)備廣泛應(yīng)用于金屬結(jié)構(gòu)件生產(chǎn),電力設(shè)備、鍋爐業(yè)、石油、化工等工業(yè)部門
1、相貫線切割機(jī)的發(fā)展。從幾種通用數(shù)控切割機(jī)應(yīng)用情況來看,火焰相貫線切割機(jī)功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產(chǎn)效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機(jī)具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點(diǎn),未來的發(fā)展方向在于等離子電源技術(shù)的提高、數(shù)控系統(tǒng)與等離子切割配合問題,如電源功率的可切割更厚的板材;精細(xì)等離子技術(shù)的完善和提高可提高切割的速度、切面質(zhì)量和切割精度;數(shù)控系統(tǒng)的完善和提高以適應(yīng)等離子切割,可有效提高工作效率和切割質(zhì)量。
2、專用相貫線切割機(jī)的發(fā)展。相貫線切割機(jī)適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設(shè)備廣泛應(yīng)用于金屬結(jié)構(gòu)件生產(chǎn),電力設(shè)備、鍋爐業(yè)、石油、化工等工業(yè)部門
激光切割
當(dāng)聚焦的激光束照射工件時(shí),輻照面積會(huì)急劇上升,使材料熔化或汽化。激光束一旦穿透工件,切割過程就開始了:激光束沿著輪廓線移動(dòng),同時(shí)融化材料。通常使用射流吹走切口處的熔體,在切割部分和板框之間留下一個(gè)狹窄的間隙,這幾乎與聚焦的激光束相同的寬度。
火焰切割
火焰切割是切割低碳鋼的標(biāo)準(zhǔn)過程,使用氧氣作為切割氣體。激光切管氧氣加壓到6bar,然后吹入切口。在那里,被加熱的金屬與氧氣反應(yīng):它開始燃燒和氧化。化學(xué)反應(yīng)釋放出大量的能量(高達(dá)激光能量的5倍)來輔助激光束切割。
熔化切割
熔化切割是切割金屬的另一個(gè)標(biāo)準(zhǔn)過程。也可用于切割其他易熔材料,如陶瓷。
使用氮?dú)饣驓鍤庾鳛榍懈顨怏w,將2- 20bar的氣體壓力吹過切口。氬氣和氮?dú)舛际嵌栊詺怏w,也就是說它們不會(huì)與切口內(nèi)熔化的金屬發(fā)生反應(yīng),只是把它們吹到底部。同時(shí),惰性氣體可以保護(hù)刃口不被空氣氧化。
欄標(biāo)準(zhǔn)工藝")
欄標(biāo)準(zhǔn)工藝")
1、相貫線切割機(jī)的發(fā)展。從幾種通用數(shù)控切割機(jī)應(yīng)用情況來看,火焰相貫線切割機(jī)功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產(chǎn)效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機(jī)具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點(diǎn),未來的發(fā)展方向在于等離子電源技術(shù)的提高、數(shù)控系統(tǒng)與等離子切割配合問題,如電源功率的可切割更厚的板材;精細(xì)等離子技術(shù)的完善和提高可提高切割的速度、切面質(zhì)量和切割精度;數(shù)控系統(tǒng)的完善和提高以適應(yīng)等離子切割,可有效提高工作效率和切割質(zhì)量。
2、專用相貫線切割機(jī)的發(fā)展。相貫線切割機(jī)適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設(shè)備廣泛應(yīng)用于金屬結(jié)構(gòu)件生產(chǎn),電力設(shè)備、鍋爐業(yè)、石油、化工等工業(yè)部門
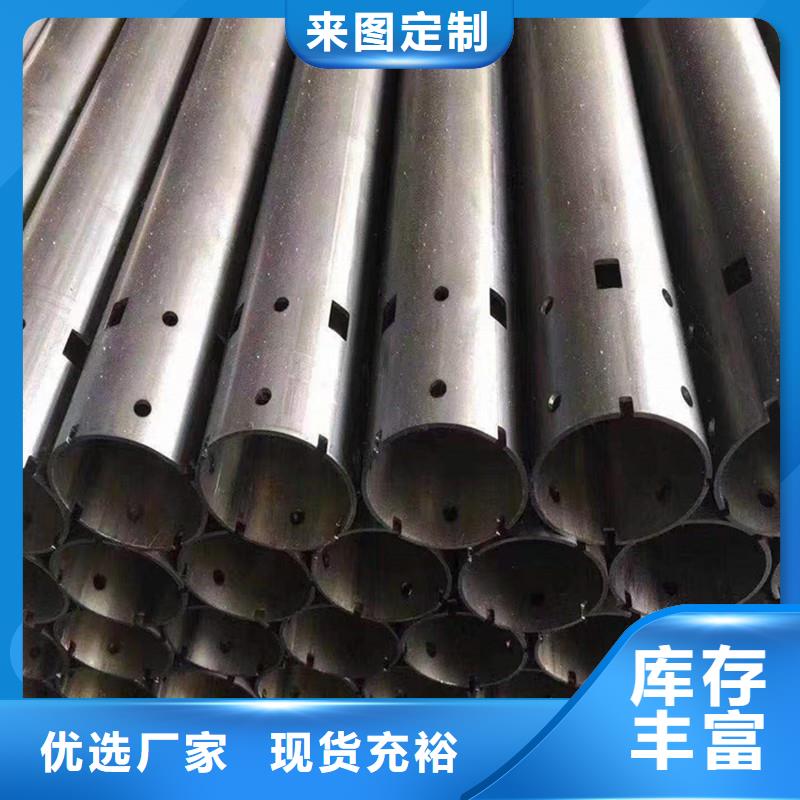
激光打孔是通過高功率密度、短時(shí)間停留(低于激光切割)的脈沖熱源進(jìn)行打孔的激光加工技術(shù)。孔徑的形成可以通過單脈沖或多脈沖實(shí)現(xiàn)。 在打孔過程
1、相貫線切割機(jī)的發(fā)展。從幾種通用數(shù)控切割機(jī)應(yīng)用情況來看,火焰相貫線切割機(jī)功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產(chǎn)效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機(jī)具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點(diǎn),未來的發(fā)展方向在于等離子電源技術(shù)的提高、數(shù)控系統(tǒng)與等離子切割配合問題,如電源功率的可切割更厚的板材;精細(xì)等離子技術(shù)的完善和提高可提高切割的速度、切面質(zhì)量和切割精度;數(shù)控系統(tǒng)的完善和提高以適應(yīng)等離子切割,可有效提高工作效率和切割質(zhì)量。
2、專用相貫線切割機(jī)的發(fā)展。相貫線切割機(jī)適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設(shè)備廣泛應(yīng)用于金屬結(jié)構(gòu)件生產(chǎn),電力設(shè)備、鍋爐業(yè)、石油、化工等工業(yè)部門
中,首先使用打如今,汽車消費(fèi)強(qiáng)調(diào)個(gè)性化,車型更新周期越來越短。原有的模具生產(chǎn)由于自身的局限性很難適應(yīng)越來越快的換模——模具制作周期很長。采用激光管切割、模塊化快速加底技術(shù)具有巨大的競爭優(yōu)勢。但三維激光下料設(shè)備長期按進(jìn)口,不僅整體價(jià)格高。而且配件價(jià)格昂貴,維修也要“別人控制”,雖然我國對三維激光管切割技術(shù)的研究起步較晚。令人鼓舞的是,越來越多的研究機(jī)構(gòu)和大學(xué)加入了這一行列。異種金屬是指含有不同元素的金屬(如鋁、銅等)或由相同的基本金屬(如碳鋼、不銹鋼等)形成的某些合金,其冶金性能如物理化學(xué)性能有顯著差異。它們可以用作母材、填充金屬或焊接金屬。激光切管異種材料焊接是指在一定的工藝條件下,將兩種或兩種以上不同的材料(不同的化學(xué)成分、金相組織和性能)焊接的過程。在異種金屬的焊接中,常見的是異種鋼的焊接,其次是異種有色金屬的焊接和鋼與有色金屬的焊接。
欄標(biāo)準(zhǔn)工藝")
欄標(biāo)準(zhǔn)工藝")
欄標(biāo)準(zhǔn)工藝")
鴻山金屬制造有限公司的經(jīng)營理念:“誠信、創(chuàng)新、服務(wù)、共贏” 服務(wù)承諾:支持驗(yàn)貨、隨貨帶材質(zhì)單、 重慶【波形護(hù)欄】產(chǎn)品明細(xì)單。 服務(wù)宗旨:雄厚的實(shí)力、優(yōu)質(zhì)的 重慶【波形護(hù)欄】產(chǎn)品、低廉的價(jià)格、完善的服務(wù)。 質(zhì)量方針:以嶄新的姿態(tài)獨(dú)樹一幟。誠實(shí)貴于珠寶、守信乃人民之珍。以產(chǎn)品質(zhì)量為立足之本、以重合同守信用為永恒的宗旨。 鴻山金屬制造有限公司全體員工充滿信心,公司將更加重視人才引進(jìn)和技術(shù)創(chuàng)新,始終堅(jiān)持科技創(chuàng)新和質(zhì)量,服務(wù)國內(nèi)外用戶,與時(shí)俱進(jìn),共創(chuàng)輝煌!
欄標(biāo)準(zhǔn)工藝")
欄標(biāo)準(zhǔn)工藝")
不銹鋼、鋁合金及其他高溫合金管道,通過特殊的 激光打孔是通過高功率密度、短時(shí)間停留(低于激光切割)的脈沖熱源進(jìn)行打孔的激光加工技術(shù)。孔徑的形成可以通過單脈沖或多脈沖實(shí)現(xiàn)。頭,激光切管可以實(shí)現(xiàn)高精度、高靈敏度和高穩(wěn)定性的切割;根據(jù)特殊截面管的加工要求,如橢圓管,管博士和其他異形管,特殊截面管的激光切割技術(shù)和激光切割的自動(dòng)補(bǔ)償技術(shù)可以開發(fā)管道變形和彎曲變形,從而解決缺陷引起的激光切割管本身。
折疊編輯本段主要工藝
1、衛(wèi)生級(jí)鏡面管工藝流程:
管坯--檢驗(yàn)--剝皮--檢驗(yàn)--加熱--穿孔--酸洗--修磨--潤滑風(fēng)干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗(yàn)--冷軋--去油--切頭--風(fēng)干--內(nèi)拋光--外拋光--檢驗(yàn)--標(biāo)識(shí)--成品包裝
2、工業(yè)管工藝流程
管坯--檢驗(yàn)--剝皮--檢驗(yàn)--加熱--穿孔--酸洗--修磨--潤滑風(fēng)干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗(yàn)
3、焊管工藝流程
開卷--平整--端部剪切及焊接--活套--成形--焊接--內(nèi)外焊珠去除--預(yù)校正--感應(yīng)熱處理--定徑及校直--渦流檢測--切斷--水壓檢查--酸洗--終檢查--包裝
4、無縫方管工藝流程
圓鋼--管坯--檢驗(yàn)--加熱--穿孔--定徑--熱軋--平頭--檢驗(yàn)--酸洗--球型退火--冷拔--成型--齊口--檢驗(yàn)
欄標(biāo)準(zhǔn)工藝")
欄標(biāo)準(zhǔn)工藝")
欄標(biāo)準(zhǔn)工藝")
